涂布工艺是一种基于对流体物性的研究,将一层或者多层液体涂覆在一种基材上的工艺,基材通常为柔性的薄膜或者衬纸,然后涂覆的液体涂层经过烘箱干燥或者固化方式使之形成一层具有特殊功能的膜层。锂离子电池极片涂布的方式目前主要有逗号辊转移涂布、狭缝挤压涂布。
- 浆料性质对涂布的影响
涂布溶液的粘弹性对涂布结果的影响
涂布溶液本身的性质对涂布结果的影响很大。在你在进行涂布前,涂布溶液的剪切率 – 粘度数据是一个非常重要的考量因子。当涂布的溶液具有非常强的粘弹性,通常来讲对于涂布工艺,会带来更大的难度。
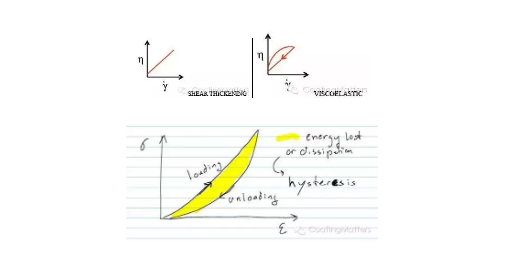
粘弹性是流体变形后粘度和弹性的反应表现,有些流体在剪切力下只有粘度的变化,而更多复杂的流体在剪切变形后有很强的回弹性能。如何去判断一个流体的粘弹性能呢?可以通过剪切力与粘度的曲线来判断,如下图。当受到剪切力时,粘度有滞后现象,为粘弹体。
在压力释放后,流体的这种变化会很大程度上影响到涂布的效果。

那到底有怎样的影响呢?
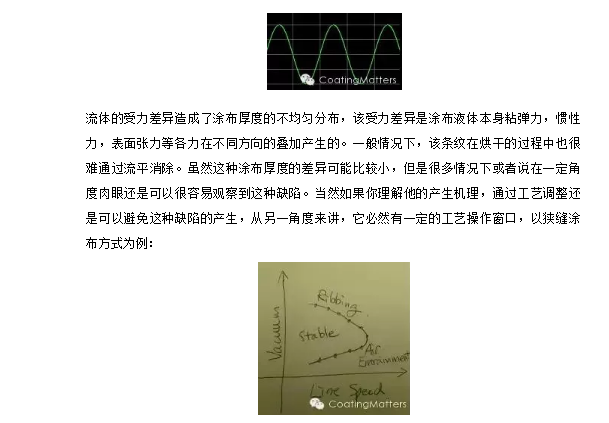
在狭缝式涂布时,如果溶液以较大的剪切力从涂布头唇口挤出,或者以较快的速度涂覆,因为溶液在涂覆完成后,在压力释放的情况下,会有回缩,最后导致类似竖条纹的形成。甚至严重的情况下,溶液的回缩会造成膜的皱褶,卷曲。
那如何来避免这些缺陷呢?
在狭缝涂布过程中,我们需要非常小心地控制流体在涂布头内部的流动,让溶液非常均匀地从唇口流出,并且对于溶液的剪切力尽量地控制到最小。
通常来讲一般的涂布溶液都有自流平的能力,而粘弹体不容易流动,所以成膜的平整性也会更低一点。
当你想涂布一种粘弹体时,必须首先充分了解这个具有更高分子量的聚合物在受力的情况下它的反应,已便更好地在涂布的过程中通过工艺的控制来抵消因此造成的缺陷。
总体来讲,使该类流体在较低的剪切力下涂布是减少缺陷概率的王道!
- 涂布工艺基本问题
Slot Die涂布工艺中流体会涉及到压力,粘弹力,惯性力,表面张力等,在各种力的作用下,整个流体系统达到一平衡,形成稳定的涂布过程。
在分析流体在模头狭缝及间隙中的受力及流量时,我们会基于润滑理论近似模型:
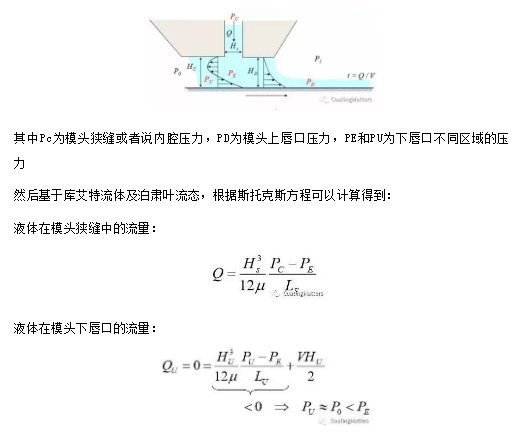
在稳定的涂布过程中,模头下唇口的流量应当为0,只有在为0时下唇口的液滴位置才是稳定的。
然后再来看模头上唇口的流量,相对而言,会更复杂很多。
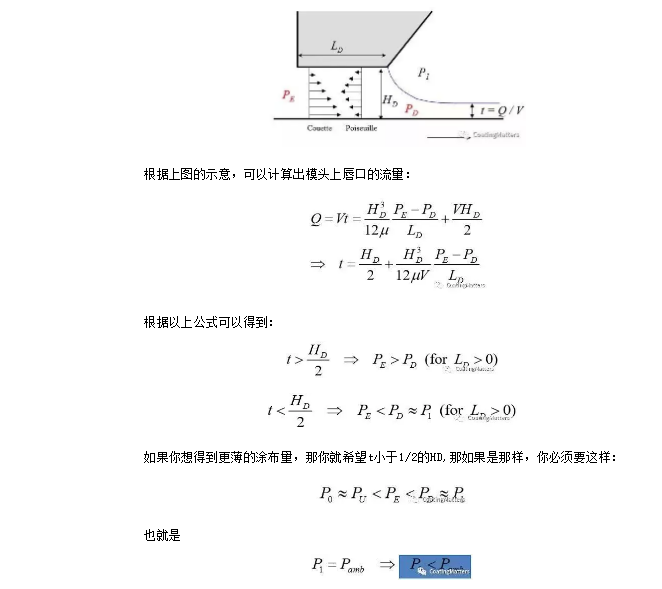
结论就是Po 小于大气压。如何做到小于大气压,那就是增加真空盒。换句话讲,你要得到比较薄的涂布厚度,真空盒的使用是非常必要的。以上就是整个模头涂布中真空盒使用的必要性的理论基础。
含颗粒溶液的模头涂布问题
一般简单的研究方法是首先把溶液视作为牛顿流体,分析平均颗粒浓度与粘度之间的关系。然而,实验数据表明,含颗粒物的溶液在用模头(slot die)涂布时它的实际情况比想象的要复杂很多。在1987时, Leighton 和 Acrivos在试验中发现,当溶液受到一定的剪切力时,溶液中的颗粒分布会发生不均匀的情况。对很多功能涂层来讲,涂层的微结构对涂层的功能表现非常重要。
因此,在涂布工艺中对于涂层颗粒的分布情况的理解和预测就显非常重要。
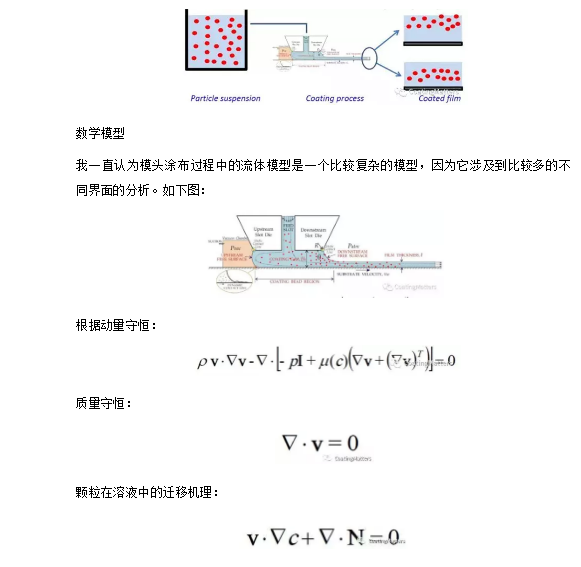
以上公式假定:
– 颗粒为坚硬球体,不可压缩
– 忽略布朗扩散,颗粒直径小于0.5微米
根据以上公式及假设得出如下结论
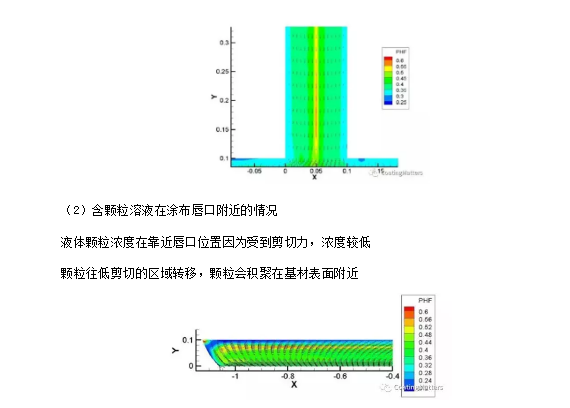
(1)含颗粒溶液在涂布狭缝中的情况
靠近狭缝壁附近因为受到高剪切力,颗粒的浓度比较低
狭缝中间位置的颗粒浓度最高,有可能会发生团聚现象
3、多层共涂技术
在一个基材上同时涂上多层,这多层还不混起来,还能烘干,这工艺很牛。本文讲讲用狭缝涂步(Slot Die)同时涂2-3层需要注意的一些东西。如果要一次非得涂个3 层以上不可,那只能上斜坡涂布 (Slide Die)了,如封面图,多层共涂之前主要用在感光胶卷膜的生产中,所以相关的很多专利也是当时柯达的。

因为在多层共涂的工艺中,需要同时涂多层溶液,所以需要每一层要涂的溶液有一套独立的泵送系统,并且每套泵送系统同时又是计量系统,当然泵的类型和尺寸需要根据每个溶液的特性选择。
多层共涂的关键在于溶液在从涂布头出来涂到基材上不能相混。如何做到呢?
表面能……
上层溶液的表面能必须低于下层溶液的表面能,可以通过表面活性剂调整来达到这个目的。每一层溶液间必须有足够的表面能差,才能做到溶液之间发生层化(Stratification)。
σtop < σbottom
多层共涂的挑战主要有以下几点:
(1)涂层间的接触界面 如何避免涂层在涂布间隙中产生混流
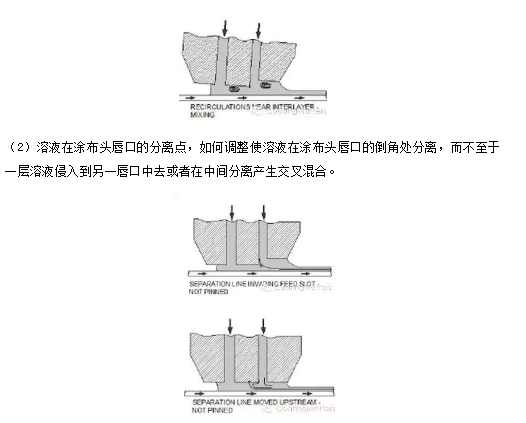
(3)粘度的差异会影响层与层之间是否会交叉混合,在涂布和固化的过程中需要考虑溶液应力的释放,从而造成层混。
(4)表面能的差异,除了以上提到的这些,最后需要考虑的溶液在不同层之间的润湿及溶液与基材之间的润湿。
另外还有非常的关键的因素需要考虑,那就是当涂布厚度小于涂布间隙的1/3时,涂层的相混会很容易发生.
现在,多层共涂我们考虑更多的是溶液本身的特性,而对工艺的细节讨论比较少。随着技术的发展,在不久的将来,多层共涂将会成为节约成本的不二选择。
- 涂布缺陷分析
1、”凝胶“ 缺陷的形成及解决方法
“凝胶”缺陷常见于涂布工艺中。缺陷外观为圆形或椭圆形的小圆点,通常可以用肉眼,或者在显微镜下看到缺陷的圆点中心位置有一个胶状的颗粒。
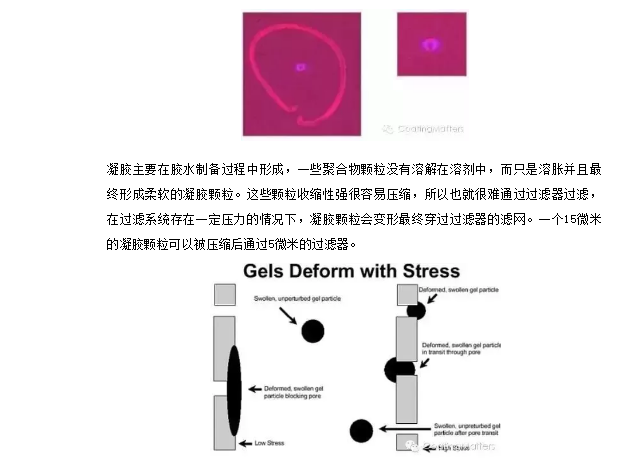
最好的解决凝胶的方法当然是尽可能的在制备胶水阶段让聚合物完全溶解在溶剂中。聚合物的充分溶解通常需要特殊的处理方式。如有些情况下需要对溶剂与聚合物预混,双组分溶剂有时候对聚合物的溶解也有帮助,另外必须严格遵守在制备胶水阶段各成分的添加顺序,优化反应的温度曲线也是控制凝胶的关键。最后在涂布的过程中,泵胶系统尽量保持较低的压力,可以让过滤器有效地过滤掉尽可能多的凝胶。
2、表面张力方面的缺陷
涂布过程的主要问题,归根结底基本上就是研究固体基材和涂布液体之间的各种表/界面的性质。今天就简要介绍一些与表面张力相关的一些涂布缺陷或者说现象:
(1)橘皮现象
在涂布过程中由于涂布溶液中的溶剂挥发,不同的区域产生了温度差,同时溶液的表面和底层的溶剂因为挥发速度的不同,溶剂含量也发生了浓度差,造成了表面张力的梯度及自然对流的现象,涂布溶液由低表面张力的地方流向高表面张力的地方,最终造成了涂布表面的不平整或者说橘皮现象。如果烘箱的干燥速率过快,或者说烘箱的热风风速过快,,都会造成溶液在流平前就提早固化,形成这种缺陷。
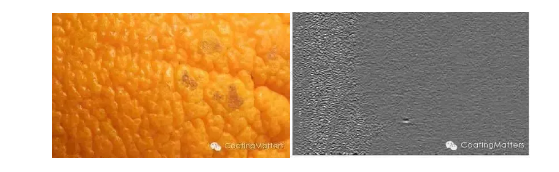
真的橘皮和涂布膜面橘皮
减少该类缺陷的方法:
降低干燥速率,让溶液可以有足够的时候可以流平
换个溶剂试试
在溶液里加一些低挥发的溶剂
加表面活性剂
(2)厚边
在涂布后,由于涂布溶液的边缘的地方溶剂挥发的速率也相比内部的区域更快,因此造成低表面张力区的涂布溶液流向边缘而堆积,使得边缘的地方过厚的现象。
(3)针孔及火山口
由于在涂布过程中涂布基材由于受到较低表面张力的物体的污染, 如油滴,灰尘等,而使污染物周围的涂布溶液流向较高表面张力的方向,形成了像火山口一样的缺陷。如果污染物是在涂布之前就已经存在在基材上了,则会形成类似于针孔一样的缺陷。

| 粘度指标 | 测量范围 | From 0 – 1cP to 0 – 10 9 cP over 10 models |
| 测量时间 | 1 second | |
| 测量精度 | 1% of reading or +/- 1 digit | |
| 测量重复性 | 0.3% of reading or +/- 1 digit | |
温度指标 | 标准 | -50 °C to 150 °C |
| HT高温性 | -50 °C to 400 °C | |
| 高温定制 | Temperature greater than 150 / 400 °C to order* | |
压力指标 | 标准 | 法兰标准 |
| 高压可定制 | To order for extreme pressure * | |
过程连接 | 标准 | 法兰,螺纹,咔咕,ll flanges, threads, clamps, hygienic |
| 接口定制 | Non-standard process connection to order * | |
| 电气连接 | 信号线长度 | As required – not affected by cable length up to 1000m |
| 信号线类型 | Any standard instrument cable | |
| 供电 | VP Processor powered | |
| 危险区域 | All instruments available for Ex Hazardous Area, explosive atmospheres | |
| Ga Ex ia IIC T1…T6 | ||
结构 | All welded, crevice-free | |
材质 | 表头 | SS316 ( EN 1.4401) |
| 安装接口 | As Required | |
| 传感器 | SS316 ( EN 1.4401) and SS316L ( EN 1.4404) as standard | |
| 传感器可选材质 | Alloy C22 (EN 2.4602) | |
| Alloy C276 (EN 2.4819) | ||
| S32750 Duplex Steel (EN 1.4410) | ||
| 特殊材质 | Non-standard materials to order * | |
表面处理 | 标准 | N6 0.8 Ra |
| Finish Options | Fluoropolymer | |
| Electropolished | ||
| Electroplated | ||
| Special Finish | Non-standard finish options and coatings to order * | |
防护等级 | Standard | IP67 |
软件 | ViscoLink data viewing and logging PC software | |
* 定制服务 | Custom variations to instrument specification and dimensions routinely provided by our dedicated Special Operations division | |


