锂离子电池的生产制造,是由一个个工艺步骤严密联络起来的过程。整体来说,锂电池的生产包括极片制造工艺、电池组装工艺以及最后的注液、预充、化成、老化工艺。在这三个阶段的工艺中,每道工序又可分为数道关键工艺,每一步都会对电池最后的性能形成很大的影响。
在极片制造工艺阶段,可细分为浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥五道工艺。在电池组装工艺,又根据电池规格型号的不同,大致分为卷绕、入壳、焊接等工艺。在最后的注液阶段又包括注液、排气、封口、预充、化成、老化等各个工艺。电池制造过程中每道工序都会造成一定的浪费,浪费的原因有员工失误、设备失误、环境原因等等,为了保证产品的成本率足够好,就尽量保证每一步产品都是合格的。
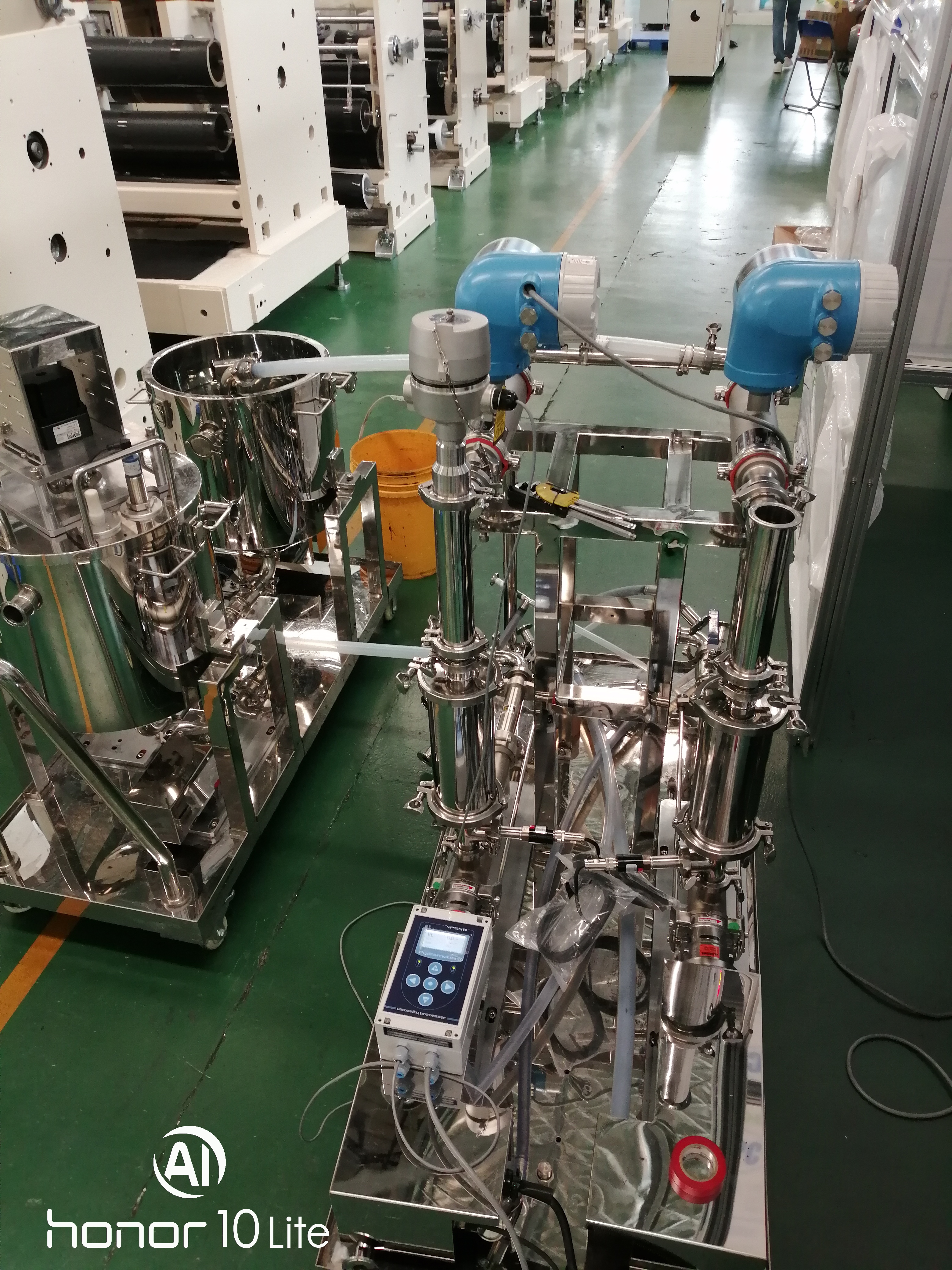
电极浆料的制备是整个工序中最关键的一环,电极浆料质量好坏直接影响着能否进行下一步。浆料制备是将活物质、粘接剂、溶剂、增稠剂等粉液混合均匀后形成的非牛顿高粘度流体,该流体需要具有一定的粘度、好的流动性以及足够小的颗粒粒径。工厂作业与实验室电池试做有一点区别,需要具有工艺简单、操作简便、省时省力、机械化程度足够高等特点。在实际生产中,锂电池浆料制备系统主要由物料输送、浆料制备、浆料输送等过程组成。
一、物料输送过程
物料输送过程是指将正负极搅拌所用的原材料、溶剂、粘接剂等物质稳定地传送到搅拌容器中,是浆料制备的准备工作。正负极浆料物料输送大同小异,区别是需要考虑原材料的特性,图1是正极物料输送过程示意图。
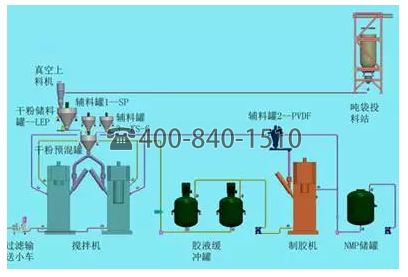
锂离子电池全自动配料系统是专为浆料原料进行全自动配料、投料设计的智能化生产系统。该系统由计量系统、粉体投料及输送系统、计算机中控系统、储料及中转缓冲罐系统组成。整套系统实行全自动输送和计量,要求具有高精度称重模块及仪表,以保证配料效率和精度,同时能够更有效地隔绝空气,防止物料变质,改善了生产车间环境。首先是活物质的准备,由吨袋投料站进行,之后可以通过真空上料或负重上料、称量系统按要求比例进行投料。初步粉料投料完成后,干粉在预混罐中进行预混。锂电池正负极活物质与导电剂、粘接剂等粉末颗粒粒径、堆积密度、孔隙率等各不相同,干粉预混的目的就是将各组分进行充分混合。在此过程中,主要以中低速搅拌,随着搅拌的进行,颗粒之间较为均匀地碰撞在一起,同时粉体整体堆积密度逐渐增大且最终趋于一致。
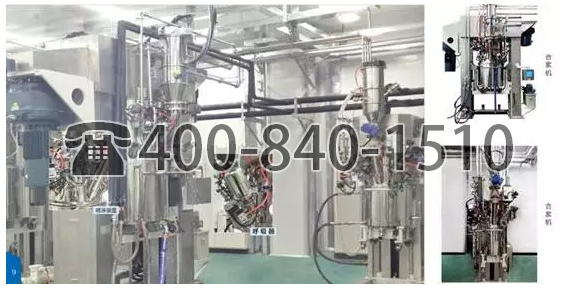
二、浆料搅拌系统
在干粉预混完成之后,先前由单独制胶系统完成的粘接剂胶体将被自动投入搅拌机中进行下一步的捏合阶段。粘接剂和溶剂的量需要根据搅拌工艺确定,要保证物料足够的捏合程度。物料的捏合是浆料搅拌的重要阶段,此阶段主要是依靠搅拌机的强力搅拌,物料受到机械力的剪切和摩擦,同时颗粒之间也会有内摩擦,在各个作用力下,原料颗粒之间趋于高度分散。此阶段对于成品浆料的粒度和粘度有至关重要的影响。捏合完成之后,缓慢加入溶剂调节浆料粘度和固含量。此阶段分散与团聚共存,并最后达到稳定。在这个阶段物料的分散主要受机械力、粉液间摩擦阻力、高速分散剪切力、浆料与容器壁撞击相互作用力的影响。
三、浆料输送过程
浆料输送过程设计的设备及装置有输送泵、过滤装置、分散装置、储料罐等。输送泵有螺杆泵、齿轮泵、隔膜泵等多种类型,但是考虑到浆料输出的稳定性会对集流体涂布有重要的影响,所以选择输送泵时要选择动力稳定的输送设备。由于搅拌完成之后可能会有少量的大颗粒存在,为了防止大颗粒对涂布头、涂布效果造成负面影响,需要对浆料进行大颗粒的过滤。过滤滤网的大小选择需要根据涂布设备及浆料性质进行,过小的筛网影响工作效率,过大的筛网又不能起到有效的过滤作用。
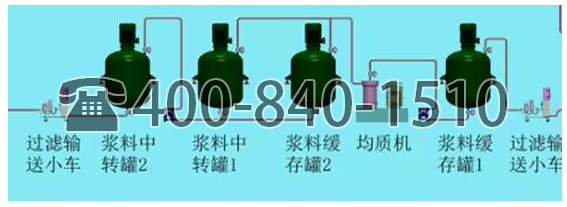
浆料经过过滤后进入浆料储存罐,需要经过一道均质工序。由于浆料搅拌完成之后,经过管道输送可能会有一定的颗粒团聚、浆料不稳定的情况,不利于浆料的涂布。均质机主要由高压均质腔和增压机构成。高压均质腔的内部具有特别设计的几何形状,正极浆料超细均质机,在增压机构的作用下,均质机,高压溶液快速的通过均质腔,物料会同时受到高速剪切、高频震荡、空穴现象和对流撞击等机械力作用和相应的热效应,由此引发的机械力及化学效应可诱导物料大分子的物理、化学及结构性质发生变化,终达到均质的效果。经过均质机分散的工序后浆料进行中转罐中,就可以进行电极涂布了。