目标
加热钳具,用于手柄的最终成型。
最终产品
钳子
设备
材料
钢制钳柄,长度 5 英寸(127 mm),厚度 0.14 英寸(3.56 mm)
温度
1200°F(649°C)
频率
199 kHz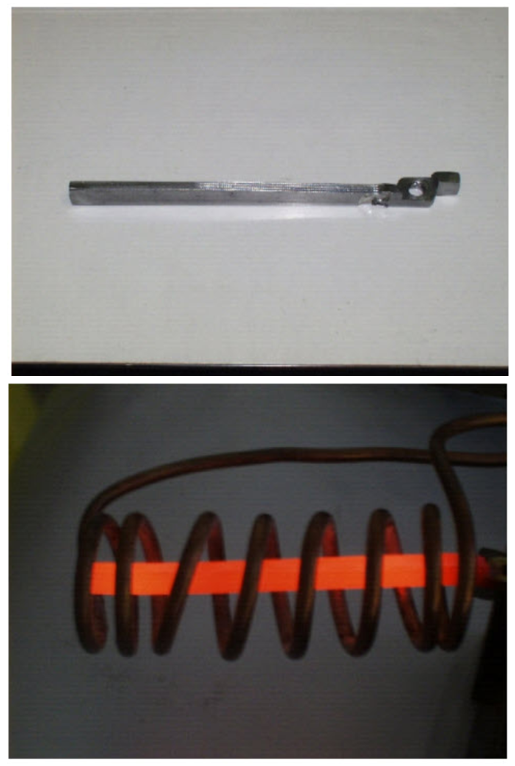
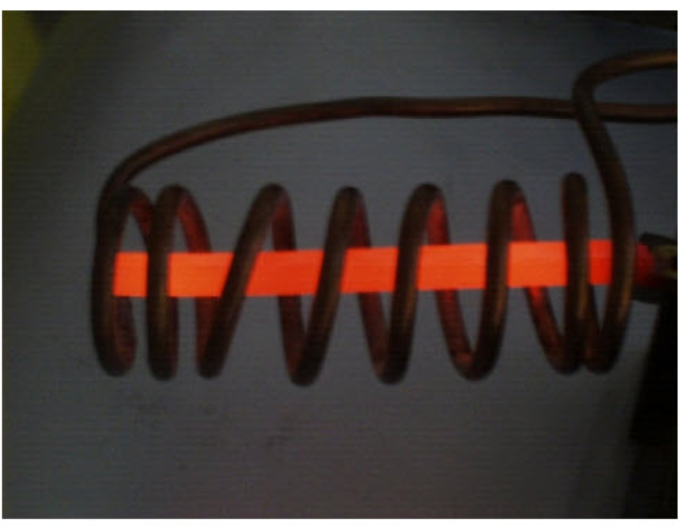
测试过程
采用多匝螺旋线圈对钳柄进行加热,每次加热长度为 3.75 英寸(95.3 mm)的区域。线圈设计便于零件装卸,无需旋转。将钳柄插入线圈,加热 30 秒至 1200°F(649°C)。随后将工件转移至冲压机,成型为正确的手柄形状。若配备更高功率的感应电源,可同时对多个钳柄进行加热。
优点
精确加热目标区域,避免工件过热,相比火焰加热方式具有更高的加工质量