目标
在焊接前将钢管预热至 500°F(260°C)。
最终产品
钢管
设备
材料
钢制轴组件,外径 5–8 英寸(127–203.2 mm),加热区域宽度为 2 英寸(50.8 mm)
温度
500°F(260°C);如需更高温度,可通过延长加热时间实现
频率
83 kHz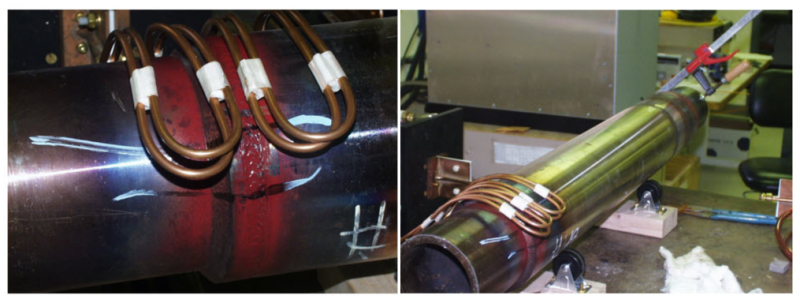
测试过程
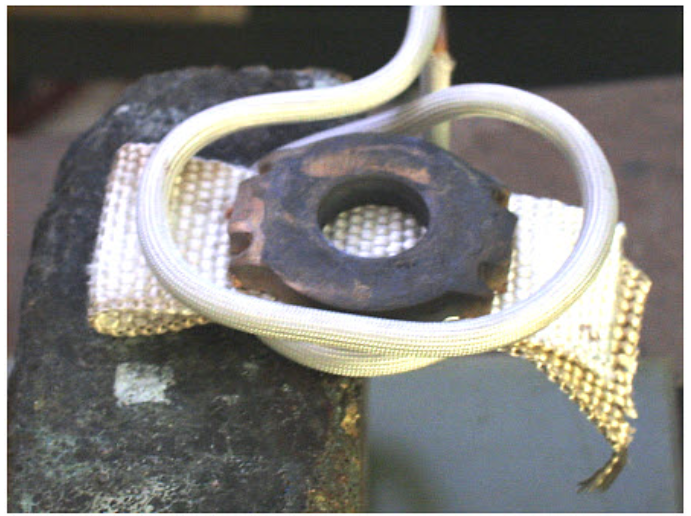
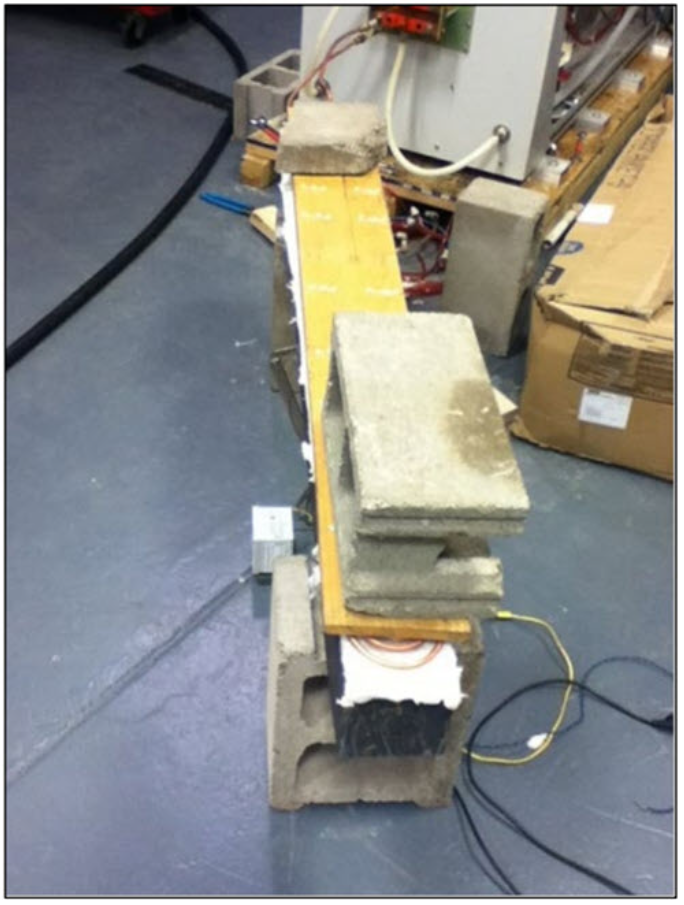
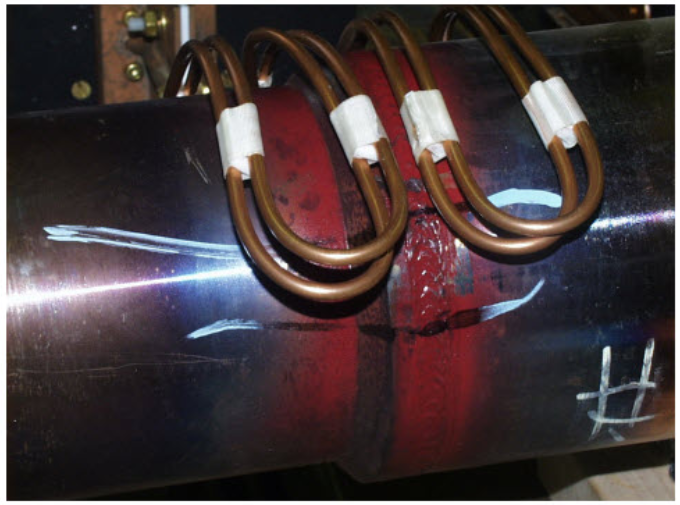
采用多匝两段通道式线圈,并配备可调节母线,用于对目标加热区域进行预热。该线圈可根据不同管径进行调节,以适应不同尺寸的管道。轴组件在夹具中旋转,同时加热 3 分钟,使其达到 500°F(260°C)的预热温度。
优点
预热可防止热冲击对轴造成损伤,从而消除焊接过程中产生裂纹的风险
免手持加热,制造过程中无需依赖操作人员技能
加热均匀,热量在柄部与套筒之间分布一致