目标
在头部成型工艺前,对钢铆钉进行加热。
最终产品
钢铆钉
设备
材料
无
温度
1292°F(700°C)
频率
283 kHz
测试过程
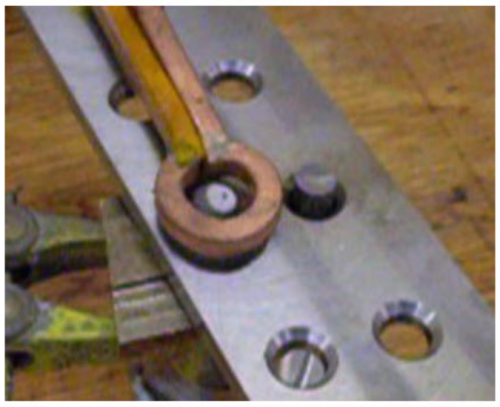
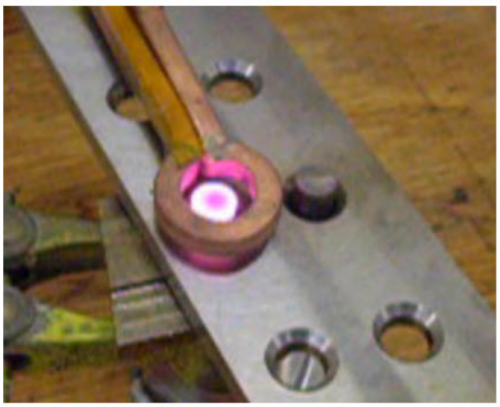
采用单匝线圈对铆钉进行加热,使其在 10 至 15 秒内达到 1292°F(700°C),随后进行头部成型。加热过程中使用手持式工作头。
优点
配备手持设备与脚踏开关,操作简便
无需使用明火或燃气
加热循环可重复,工艺一致性高
仅对铆钉头部进行加热,节能高效
在头部成型工艺前,对钢铆钉进行加热。
钢铆钉
无
1292°F(700°C)
283 kHz
采用单匝线圈对铆钉进行加热,使其在 10 至 15 秒内达到 1292°F(700°C),随后进行头部成型。加热过程中使用手持式工作头。
配备手持设备与脚踏开关,操作简便
无需使用明火或燃气
加热循环可重复,工艺一致性高
仅对铆钉头部进行加热,节能高效