sunstone先进精密点焊电阻焊机、CD双脉冲焊机、sunstone CDDP焊机、CDDP-A精密点焊电阻焊机
功能特点
反馈报告 (Feedback reporting)
PLC 连接 (PLC connectivity)
完整的焊头控制 (Full weld head control)
200ws、400ws、600ws 或 1200ws 功率 (200ws, 400ws, 600ws or 1200ws power)
滚点焊 (Roll spot)
自定义脉冲限制 (Custom pulse limits)
快速上升时间 (Fast rise time)
屏幕上的直方图焊接数据 (On screen histogram weld data)
屏幕上的培训视频 (On screen training videos)
概述
Sunstone先进的CD双脉冲焊机提供多种功能,包括焊接监控、SPC 工具和大型电容式触摸屏界面。触摸屏界面可轻松访问所有焊接参数。此外,您还可以直观地查看焊接波形图、焊接直方图、警报、警告,甚至屏幕上的文档和视频。对于自动化生产设置,该焊机支持多种 PLC 协议。得益于克隆功能,您还可以以简化的方式设置多台机器。克隆允许您复制所有参数/设置,并轻松地导出/导入到其他机器。
电容放电 (CD) 电阻焊机与其他类型的焊机相比具有许多优势。由于 CD 焊机使用电容器存储和释放焊接能量,因此您的焊接能量具有高度可重复性,并且不会受到线路电压波动的影响。您还可以实现快速能量释放,以焊接高导电性金属(例如铜)。这种快速能量释放集中在一个小区域,仅产生很小的热标记或热影响区。
SUNSTONE CDDP焊机提供:
焊接过程中非常小的热影响区
能够轻松地将焊点精确放置在所需位置
可焊接非常细小、薄型和精密金属部件的多功能性
可焊接的金属范围广泛
双脉冲操作可消除表面不一致性和污染物
单或双脉冲操作
在 60ws 能量下高达每分钟 90 个焊点
一致性和可重复性
通过消除钎焊简化修复过程
机器维护需求极低
小巧紧凑的设计,可适应任何工作区域
特点与应用:
特点:
触摸屏界面
设置电流或电压
焊接波形可视化图表
统计过程控制 (SPC)
直方图
比较器
警报和警告
时间戳数据反馈
完整的焊机克隆
紧急停止
滚点焊 (Roll-Spot Welding)
高精度能量调节
锁定模式
PLC 就绪
导入/导出焊接数据
软件更新
多语言支持
保存设置
Wi-Fi 连接
屏幕上的 PDF 文档和视频
CDDP-A精密点焊电阻焊机的典型应用:
用户评价 (TESTIMONIALS)
“我最近购买了你们的 CDDP-A 600 焊机和 WH2 焊头……用一个词来形容:太神奇了!这是我迄今为止见过的用于 18650 电池极耳焊接的最好的焊机系统。谢谢 Sunstone!”
– 摘自我们 YouTube 上 CDDP-A 设置视频的评论
可用型号包括: CD600DP-A, CD400DP-A, CD200DP-A
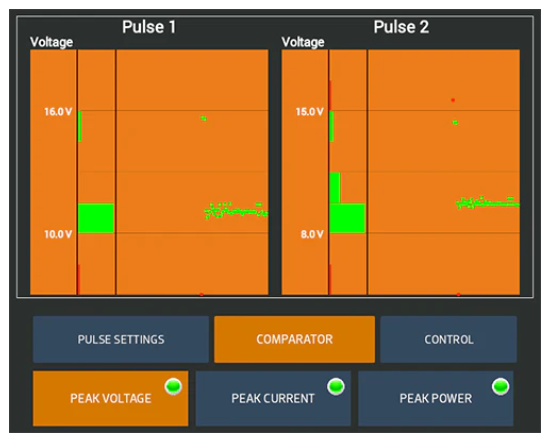
内置焊接监控 (BUILT IN WELD MONITORING)
使用 CDDP-A(原文为CDDCP-A,疑为笔误,根据上下文应为CDDP-A)可以轻松控制和监控电阻焊,以确保和保证高质量的焊接结果。可以通过控制几个因素来实现适当的焊接监控。焊接监控中最关键的因素之一是电流监控。测量峰值电流可确保每次焊接都释放出所需的能量。Sunstone CDDP-A 测量并显示先前焊接的实际峰值电流。可以显示直方图来查看过去一系列焊接的情况。共有三种监控类型:电流、电压和功率。
电流监控将提供编程设定的电流,而不管工件电阻如何变化。它可以补偿零件厚度的微小变化,而不影响焊接质量。它最适用于焊接扁平零件,其中零件与零件以及电极与零件的接触是受控且一致的。
电压监控控制焊接期间工件两端的电压。它有助于补偿零件错位和压力问题。它能自动减少焊接飞溅,这通常与非扁平零件和线材焊接有关。电压监控是焊接圆形零件的理想选择。
功率监控精确地改变焊接电流和电压,以向零件提供一致的焊接能量。它对于突破表面氧化物和镀层特别有用。对于零件或电极表面条件可能随时间变化的自动化应用,应考虑使用功率监控。功率监控可延长自动化应用中的电极寿命。
什么是双脉冲? (WHAT IS DUAL PULSE?)
什么是双脉冲焊机?为什么它很重要?双脉冲焊接系统使用两个脉冲来提供最佳的焊接效果。
在电阻焊中,让电极定位在正确的位置并保持良好的接触对于将热量导向所需区域至关重要。在电阻焊中,热量是由于您试图焊接的零件之间的间隙电阻而产生的。
如果电极没有充分就位并保持良好的接触,则焊接可能发生在电极和工件之间,而不是所需的焊接位置。这种情况会导致电极粘连并嵌入工件中。这会导致电极过度磨损,从而增加成本。
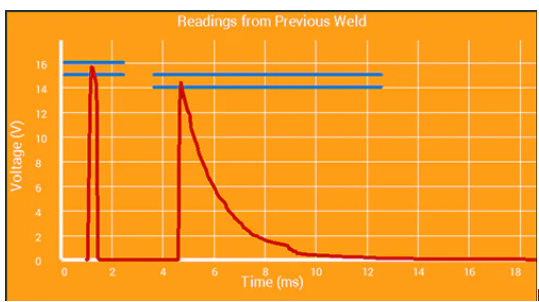
使用双脉冲系统时,第一个脉冲是一个小的清洁或就位脉冲,在第二个(或焊接)脉冲之前发出。第一个脉冲消除了任何可能的污染和电极接触问题。
双脉冲系统将减少焊接飞溅、提高焊接质量和一致性、降低成本,并有助于焊接镀层材料。如果需要单脉冲,可以轻松关闭此清洁脉冲。
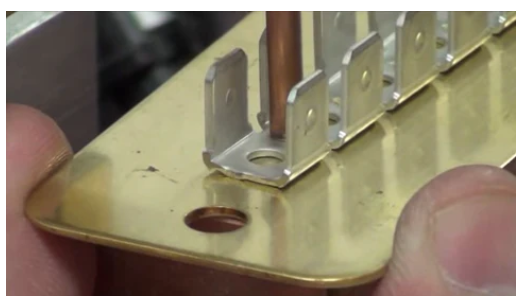
滚点焊 – 连续焊接模式 (ROLL SPOT – CONTINUOUS WELDING MODE)
滚点焊功能允许用户长时间执行连续的焊接。只要触发装置被激活,焊接系统就会持续发送一连串的焊点。滚点焊允许您在网格、筛网或箔片上滚动,并以设定的间隔执行焊接。这类似于缝纫机以针脚模式进行焊接。滚点焊需要使用滚轮电极和手具或焊头。通过用户界面,可以调整每秒焊点数以获得所需的频率。当电极在表面滚动时,有两个变量会影响焊点之间的距离。第一个变量是每秒焊点数的设置,第二个是电极在焊接区域上滚动的速度。滚点焊功能将使您能够快速轻松地完成网格、筛网或箔片上的缝焊。这可用于多种应用,包括过滤器、筛网、篮子、管材和许多其他过滤应用。
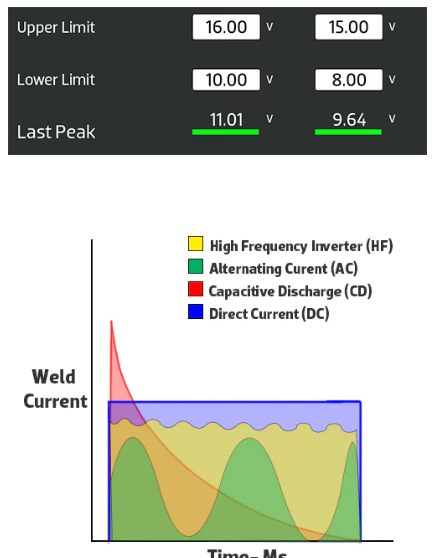
设置脉冲限制 (SET PULSE LIMITS)
通过测量和设置峰值电流、功率和电压的监控限制来实现过程控制。这些限制可以根据每个具体应用进行调整。这些限制代表了可接受的焊接强度范围。CDDP-A 将监控并检测峰值电流是否在范围内或超出范围。然后可以对其进行编程,以停止焊接并发出警报,或者标记该特定焊点并继续焊接。这种焊接监控确保每个焊点都在参数范围内,从而保证全自动化系统中成功的焊接。这些用户设置的控制限制有助于预防和检测弱焊。
快速电容放电上升时间 (FAST CAPACITIVE DISCHARGE RISE TIME)
电容放电双脉冲高级焊机 (CDDP-A) 使用的能量来自将系统插入墙壁插座。该能量存储在 CDDP-A系统内部的电容器中。这些电容器存储能量直到触发焊接。用户通过触摸屏界面调整所需的能量值(以瓦特秒为单位)。当触发焊接时,CDDP-A快速释放电容器中存储的能量,并实现快速上升时间。这种精确控制和释放能量的能力是 CDDP-A能够以精确性和可重复性实现微焊结果的核心。
直方图 (HISTOGRAM)
Sunstone CDDP-A包含使用直方图来可视化焊接的质量和稳定性。这些直方图用于查看和分析连续数据。一系列焊接中的每个焊点都在直方图上绘制出来,以显示影响焊接质量的长期趋势。这些 essential 的质量控制功能是专为生产和自动化焊接系统设计和构建的。可以查看先前焊接的直方图,并且可以显示大量焊点以确保持续的高质量焊接性能。
简易触摸屏 (SIMPLE TOUCH SCREEN)
Sunstone CDDP-A包含一个高清全触摸屏显示器。此触摸屏界面用于更改所有设置。该屏幕还用于显示监控信息以及培训视频和材料。触摸屏使您能够快速高效地查看所需的一切。用户界面简单易懂,易于调整必要的设置。没有按钮、刻度盘或旧的读数器。CDDP-A使用最新的触摸屏和显示技术来帮助您提高工作效率。
简易设置和设备克隆 (EASY SETUP & MACHINE CLONING)
设置 CDDP-A 非常简单,有详细的说明和视频指导您完成整个过程。有多种不同的配置可满足您的需求和应用。停止浪费时间为复杂的机器进行设置,花费数小时阅读复杂的手册来执行一些简单的焊接。需要为多个设备设置相同的参数?Sunstone CDDP-A包含克隆功能,可以将设置从一台机器克隆并加载到另一台设备上。克隆允许您复制所有参数/设置,并轻松地导出/导入到另一台设备。这使得设置多台机器变得简单容易。
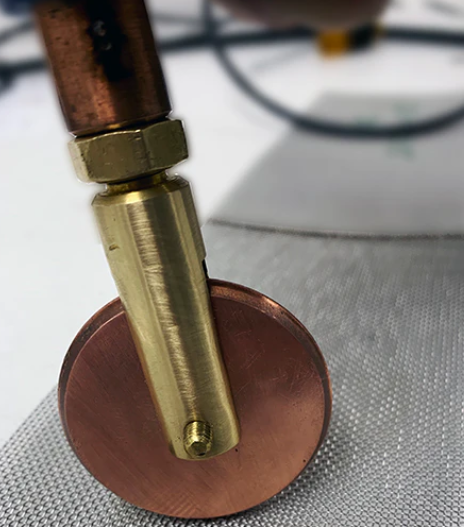
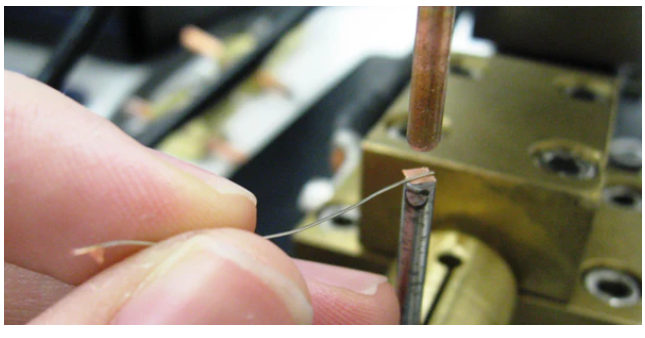
使用 CDDP-A进行电池焊接 (BATTERY WELDING WITH THE CDDP-A)
CDDP-A的一个典型应用是焊接电池芯上的极耳。这些电池芯可能包括圆柱形电芯、方形电芯、软包电池和超级电容器。
CD焊接通常用于焊接锂电池芯以制造定制电池包。这些电池包可能很大,每个有数千个焊点。CDDP-A可与CNC机器人结合使用来完成自动化焊接。这些自动化焊接可以极大地提高大规模生产电池包的质量和数量。
CDDP-A包含许多有助于电池包制造的功能,包括焊接监控、PLC 控制、远程程序调整和多种触发选项。了解更多关于如何使用 CDDP-A 焊接电池来提高效率和质量的信息。
内置焊头控制系统 (WELD HEAD CONTROL SYSTEM BUILT-IN)
当 CDDP-A与气动焊头配对时,可以控制焊头并允许单脚踏板操作。用户可以控制挤压时间、焊接设置和释放时间。
这允许每次都能一致地控制精确的焊接时序。用户可以通过夹具或手动将待焊接部件定位在电极下方。然后只需按下单个脚踏板。这将启动焊头并对焊接接头施加设定的压力。
随后,CDDP-A将根据其设定的时序或来自焊头的触发控制来触发焊接。然后可以将焊头编程为在部件冷却时保持挤压状态。之后,焊头压力将被释放。此功能可确保无论谁使用机器,都能保持一致。这将提供更一致和精确的焊接结果。
兼容手动和气动焊头 (COMPATIBLE WITH BOTH MANUAL & PNEUMATIC WELD HEADS)
CDDP-A可以与多种附件配对。这些附件包括焊头和手持焊接附件。这些焊接附件有助于将能量从电源传递到工件。焊头的配置和驱动系统各不相同。平行焊接附件或双探针在一侧有两个电极,并进行并排焊接,例如将极耳焊接到电池上。对置或单探针焊接附件对焊接的两侧施加压力并进行挤压焊,例如将两块板焊接在一起。对置焊接使能量流过整个部件。焊头可以通过手动或脚踏驱动操作来控制,也可以通过使用气动驱动单元向焊点施加压力。
PLC 连接性 (PLC CONNECTIVITY)
包括诸如主触发、辅助触发、锁定、远程等输入
许多自动化应用需要使用PLC通信和工具。CDDP-A包含许多 PLC 功能,允许与计算机化系统进行输入和输出。可用的输入包括主触发和辅助触发、锁定功能和远程程序选择。设备发送的输出包括焊接准备就绪、焊接良好、焊接不良、任何警告、任何警报以及紧急停止。这种PLC功能为与自动化系统的连接和通信提供了便利。CDDP-A已为自动化做好准备,可以轻松添加到新的或现有的生产线中。
兼容紧急停止 (EMERGENCY STOP COMPATIBLE)
每个CDDP-A焊接系统都包含紧急停止功能。这允许用户设置一个紧急停止装置,在发生事故时切断焊接系统的电源。这将防止机器在紧急情况下释放任何能量。此安全功能在每个设备上均启用,必须使用紧急停止旁路插头才能闭合(解除)。这一 essential 功能在自动和手动焊接操作中都有帮助,并且可以与许多其他安全系统结合使用,以确保操作员和机器的安全。
内置培训视频和 PDF 文档 (BUILT-IN TRAINING VIDEOS AND PDF’S)
正确设置机器并知道如何使用它来执行焊接功能是任何焊接系统成功的关键。在 Sunstone,我们努力通过提供详细的设置说明和操作培训,使这一切尽可能简单。此培训可以直接从机器本身轻松访问。每个焊接系统内部都内置了一个培训材料库。这些材料包括设置调整、设置说明、应用设置和支持的详细视频。这为您提供了从一开始就取得成功所需的工具,并且就在您需要的地方。这使您能够更快地操作,减少学习和培训机器操作和设置的停机时间。与往常一样,我们随时为您的流程提供帮助。如果您的问题没有得到解答,我们随时可以提供培训和支持。知道如何使用您的机器是您和我们成功的关键,我们是您寻找焊接解决方案的合作伙伴。
保存和加载预设焊接程序 (SAVE AND LOAD PRESET WELD SCHEDULES)
轻松将该应用的完美设置保存到用户界面中。保存功能允许您只需按一下即可保留所有详细设置。一旦您确定了完美的参数,只需按下保存按钮,为应用命名以便轻松识别,甚至可以添加注释以记住设置或操作的关键细节。当您准备再次使用这些设置时,只需按下加载键,找到保存的设置。这将立即精确加载您的所有设置,并允许您从上次中断的地方继续操作。根据需要保存任意多的应用程序,因为保存内存可容纳任意多的保存设置。这节省了您每次更改应用时记住或写下并重新输入设置的时间和精力。
锁定功能 (LOCK OUT FUNCTIONALITY)
一旦设备设置到适当的参数并处于运行状态,CDDP-A 包含锁定功能。这使用户能够锁定机器以防止任何更改。此锁定使设备能够运行和执行焊接、使用监控和触发焊接。它只是锁定对设置的任何更改。此锁定可以通过简单的密码打开和关闭,该密码允许和禁止任何更改。锁定在生产环境中至关重要,因为有多名用户使用该机器。这允许单个用户设置和调整焊接参数,然后应用锁定。一旦生产开始,每个焊点都将保持一致且不变。
CD200DP微电阻双脉冲电容放电点焊机、CD400DP工业级双脉冲电容放电CD点焊机、CD600DP微电阻双脉冲电容放电点焊机、CDDP工业点焊机、CDDP系列焊机、Sunstone双脉冲电容放电点焊机、Sunstone电容放电点焊机、双脉冲电容放电点焊机CDDP200、双脉冲电容放电点焊机CDDP400、双脉冲电容放电点焊机CDDP600、微电阻双脉冲电容放电点焊机CD200DP、微电阻双脉冲电容放电点焊机CD400DP、电容放电点焊机、sunstone先进精密点焊电阻焊机、CD双脉冲焊机、sunstone电容放电CD电阻焊机、CD焊机、Sunstone CDDP-A 1200焊机、sunstone先进精密点焊电阻焊机、CD双脉冲焊机、sunstone CDDP焊机、CDDP-A精密点焊电阻焊机、Sunstone交流焊机、Sunstone Wave AC交流电阻焊机、Sunstone电容放电点焊机、CD200DP微电阻双脉冲电容放电点焊机、CD400DP工业级双脉冲电容放电CD点焊机、CDDP系列焊机

