德国SCHUETZ MESSTECHNIK,根据DVS2929的金属片测试仪,MRP29HY,由一个微欧表和一个液压机组成,用于钣金质量评估
微欧表金属/板材的表面质量和表面条件下的效率可以通过电阻测量系统MRP29HY进行测量。
该MRP29HY由一个微欧表和一个液压机组成,工程原理基于“DEUTSCHEN VERBANDES FÜR SCHWEISSTECHNIK e.V.”数据表,用于钣金质量评估。
对于可靠性取决于表面质量的每种应用来说,这都很重要。在汽车和飞机工业中,金属板的焊接(例如蚀刻和拉丝后)是重中之重,还有表面处理,例如漆和拼接。您可以测量单块金属板或重叠金属板(例如铝或相应合金)的接触电阻。但也可以测量其他材料。
可以为另一种金属或测量程序(例如压力)设置所有重要参数。特别是铝具有与环境空气中的氧气发生反应的特性,从而形成氧化膜。
氧化物对焊接连接的规律性和可重复性或涂层的均匀性有很大影响。
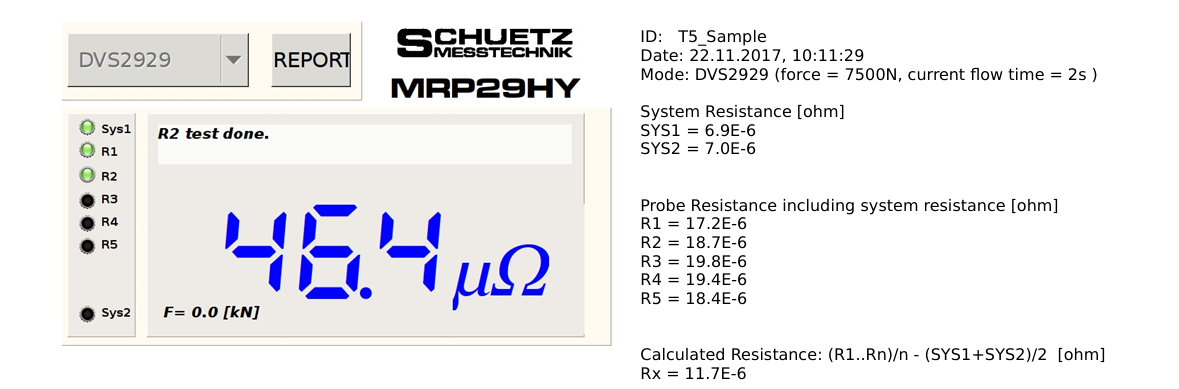
但石油和其他污染也有同样的影响。该测量方法使用标准化凸电极和 10 A 的测量电流测量金属板在高压(典型值 7.5 kN)下的接触/表面电阻。
测试顺序取决于所选的DVS2929方法,在高力下等待时间不同,结果平均为所需的测量次数。
系统的初始电阻在每个测试系列之前和之后确定。这导致了非常准确的结果,并很好地检测了以接触电阻为代表的板材表面的质量。
| 规格 | |
| 微欧表: | 特殊, 集成 |
| 典型工作范围: | 1.0 μΩ 至 100.0 μΩ |
| 自动全量程: | 180.0 µΩ / 1,800 µΩ |
| 不确定性: | 读数的 0.05% +/- 2d |
| 显示分辨率: | 0.1 µΩ |
| 内部分辨率: | 0.01 μΩ (10 nΩ) |
| 显示: | 彩色、数字、图形 |
| 当前: | 10 A 纯直流(可选) |
| 测量方法: | DIN EN ISO 18594:2007 等 |
| 2001年DVS2929-0月1日、2007年 | |
| 钣金厚度: | 0.10 毫米至 4 毫米 |
| 电极距离: | 5 毫米 |
| 钣金测量区域: | 50 x 150 毫米 |
| 扩大测量区域: | 150 x > 300 毫米(可选) |
| 层压力: | 7.5 kN/3.5 kN 钢(1…10 kN 型) |
| 所有设置: | 受密码保护 |
| 接口: | 打印机(可选)、USB、RS232C |
| Div.安全指令,例如: | 申请日期:2006/42/-05-17 |
| 申请日期:2004/108/-12-15 | |
| EG:2006/95/-12-12 | |
| EG:2007/42/-03-16 | |
| 重量: | 约 35 公斤(取决于选项) |
| 尺寸: | 约550x730x760毫米(宽x高x深) |
| 电源(电源): | 90 …264VAC、6.5A PFC 电池(可选) |
| 压力产生: | 封闭式液压系统 |
| 在线力控制: | 通过 DMS 传感器,显示(选件) |
铝合金焊接工艺的质量取决于接触表面的电阻。 铝和钢 ● ● ● DVS2929(-1) 标准 定义自己的测试程序 通过局域网访问协议