
随着对 高精度、小批量、高强度材料的需求不断增加, 对螺纹和型材轧制技术的要求也发生了变化。在过去,使用简单的压力一台 滑块机,今天需要 一,二和三滑块CNC/AC 机。
工程创新和经验造就了冷轧螺纹制造技术的优势。今天,几乎每种旋转对称轮廓都有有用的工艺和机器。在工件质量要求、连接到自动处理系统的可能性和输出方面,异形螺纹滚丝机是杰出的。
静态和动态非常坚硬的铸铁c型框架
最容易接近开放的工作区域
以便插入和提取零件在转换过程中最容易接近
轧制力从50kN到1000kN 进给和过进给轧制
一个为操作员需求而创建的驱动和控制系统
Profiroll可靠的手动滚丝机机型:R16.1 R25.1 R31,5.1

Profiroll可靠的手动滚丝机机型特点:
•节省空间的布局
•铸铁机身
•硬化滑动导轨
•SPS-controler
•细齿快速匹配联轴器
•主轴转速范围大
•主轴旋转角度范围大
•可实现高速轧制

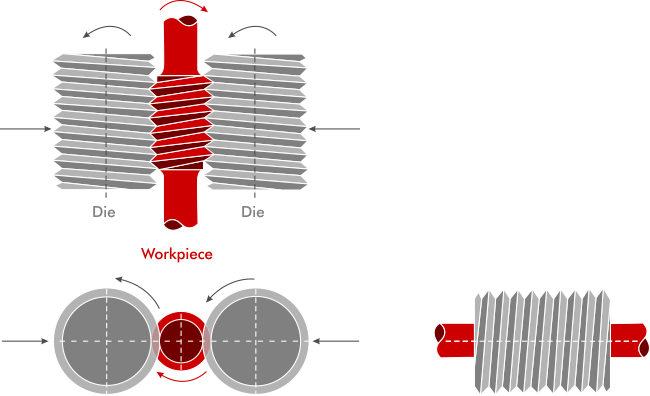
直通模具有3个不同的区域:导入,校准区域和引出。图中没有任何铅的凹槽模具。导角是由模具旋转引起的。
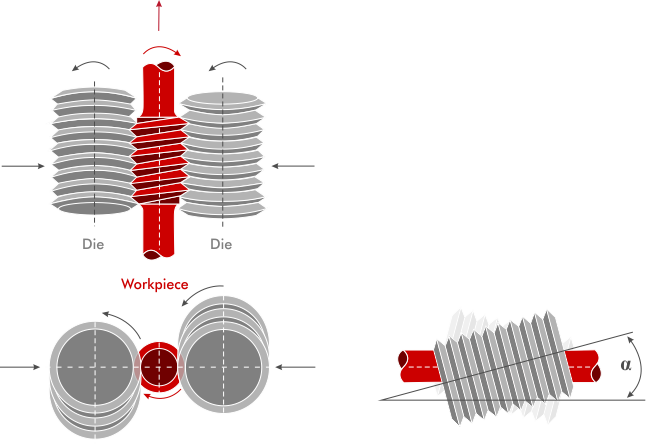
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。
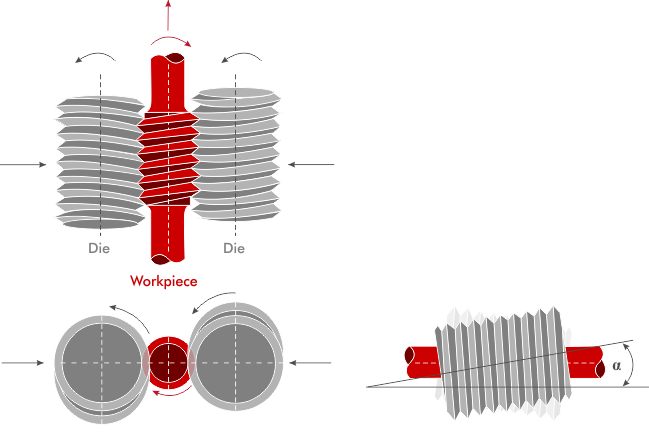
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。


