
Profiroll螺纹和型材滚轧机经济型滚丝机R25.1为自动化做好准备
“经济型”滚丝机之所以得名,主要是因为它能够在经济型制造解决方案和生产线上完美地工作。
所提供的控制技术与刚性液压装置相结合,提供不受限制的自动化连接,周期时间短,由于使用PRS(螺距参考系统PRS®),在模具转换期间仅需几秒钟即可找到螺距。
此外,提供的技术舒适包允许每个客户创建他的个性化滚动系统。
Profiroll螺纹和型材滚轧机的整体特点是:
静态和动态非常坚硬的铸铁c型框架
最容易接近开放的工作区域
以便插入和提取零件在转换过程中最容易接近
轧制力从50kN到1000kN 进给和过进给轧制
一个为操作员需求而创建的驱动和控制系统
Profiroll螺纹和型材滚轧机经济型滚丝机:
PR 5e PRS
PR 15e PRS
2-PR 15e PRS
PR 30e PRS

Profiroll螺纹和型材滚轧机经济型滚丝机特点:
单滑和双滑设计
进料和通料轧制
c型框架设计
容易适应自动
电子可编程行程和直径调整
预设滚动曲线
计算螺距校正
滚动时间设计
PRS执行
舒适套餐
中央润滑
Profiroll螺纹和型材滚轧机经济型滚丝机应用:
公制和UN螺纹、英制螺纹、梯形丝杠、圆螺纹、蜗杆、RAA直纹滚花和RGE网纹滚花、小模数花键、滚光/抛光、沟槽、特殊外形

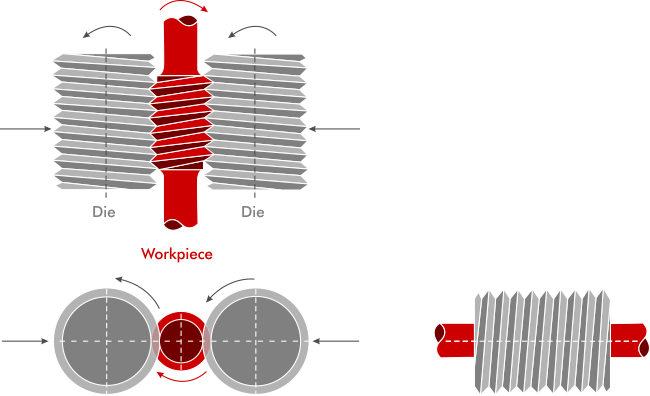
直通模具有3个不同的区域:导入,校准区域和引出。图中没有任何铅的凹槽模具。导角是由模具旋转引起的。
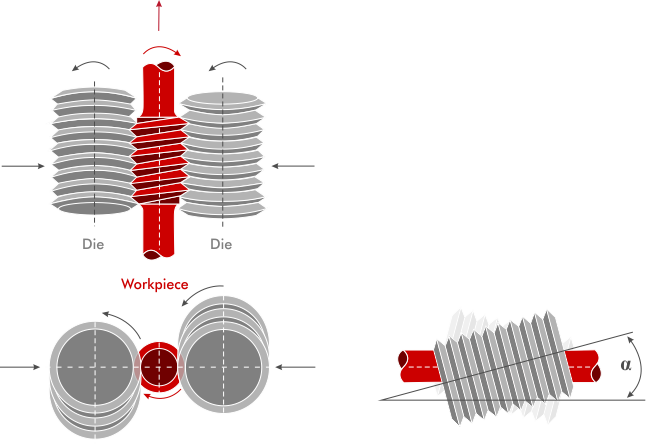
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。
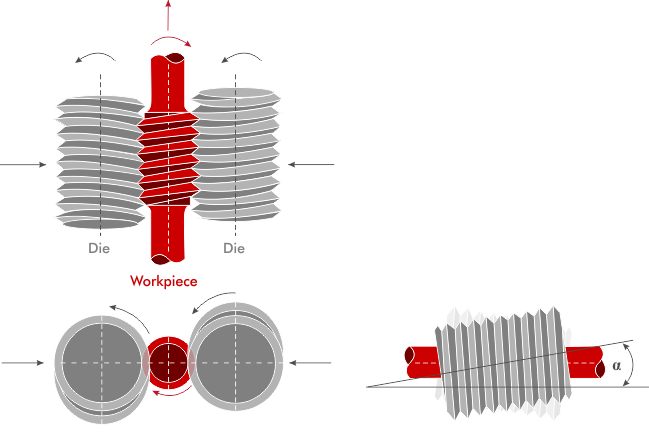
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。


