
PROFIROLL精密数控螺纹和型材轧制滚丝机追求最高品质创新-下一代-系列数控/交流控制的一台和两台滑轨机,具有完全可编程的轧制参数,操作员协助和服务程序。数控螺纹和型材轧制增加了型材的数量,现在可以形成。提高无片加工件的质量是型材轧制技术思维方式转变的决定性论据。凭借我们的机器范围,我们能够在最小的批量运行中经济地生产高精度零件。更换时间短,可重复的零件程序和计算机支持的质量控制保证了您在精密螺纹和型材轧制技术方面领先于其他制造商。结合比例阀技术的数控/交流技术已发展成为轧制力高达400kn的机械的机电高压驱动概念。除了鲁棒性、刚度和零间隙等熟悉的优点外,机电驱动还有更多积极的方面。由于取消了液压动力装置,操作人员和维修人员的噪音水平大大降低。此外,轧制型材的串联操作能耗降低了30%。最后,新的HP驱动概念提供了更高的热机器稳定性,从而提高了型材精度和尺寸稳定性轧制零件。
静态和动态非常坚硬的铸铁c型框架
最容易接近开放的工作区域
以便插入和提取零件在转换过程中最容易接近
轧制力从50kN到1000kN 进给和过进给轧制
一个为操作员需求而创建的驱动和控制系统
PROFIROLL精密数控螺纹和型材轧制滚丝机:
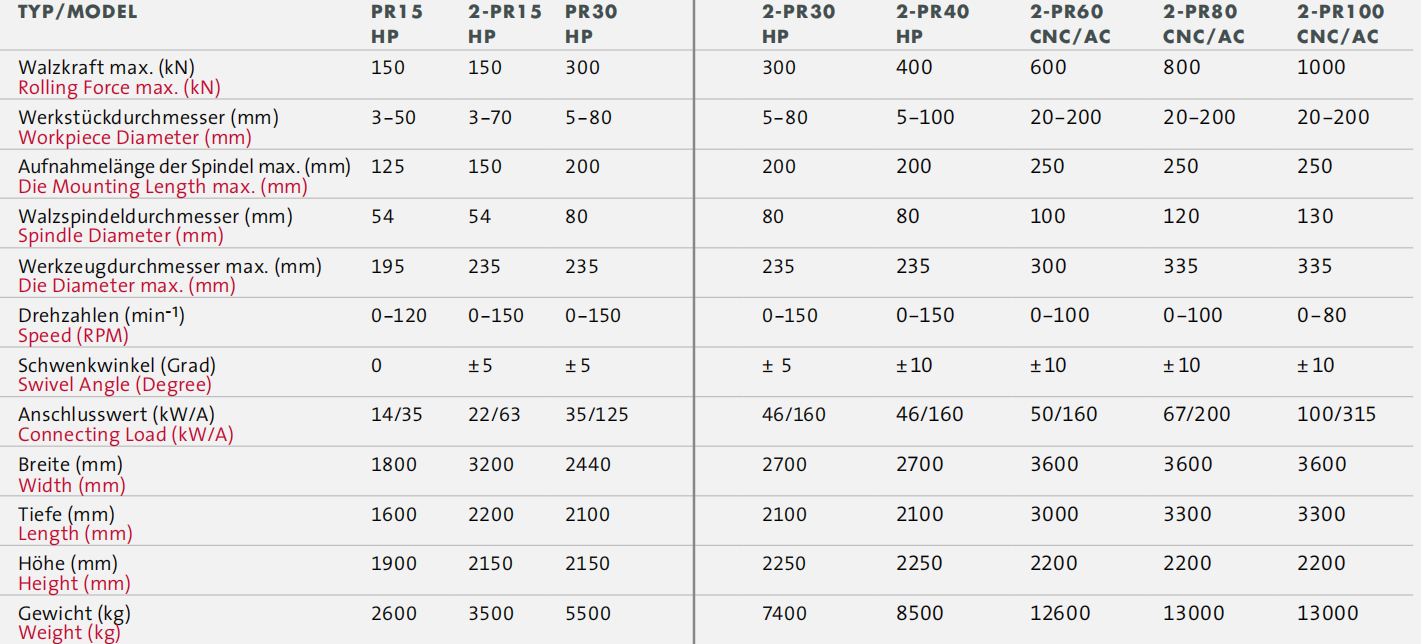
PR15 HP
2-PR15 HP
PR30 HP
2-PR30 HP
2-PR40 HP
2-PR60 CNC/AC
2-PR80 CNC/AC
2-PR100 CNC/AC
PROFIROLL精密数控螺纹和型材轧制滚丝机特点:
•机电滚动滑块驱动系统(HP型)
•多轴轮廓
•数控控制与可变完成水平
•单滑和双滑设计
•进料和通料轧制
•容易适应自动加载
•过程可视化选项
•过程数据管理
•操作员引导系统
•终生或中心润滑
•操作界面
PROFIROLL精密数控螺纹和型材轧制滚丝机应用:
公制和UN螺纹、英制螺纹、梯形丝杠、圆螺纹、蜗杆、RAA直纹滚花和RGE网纹滚花、小模数花键、滚光/抛光、沟槽、特殊外形

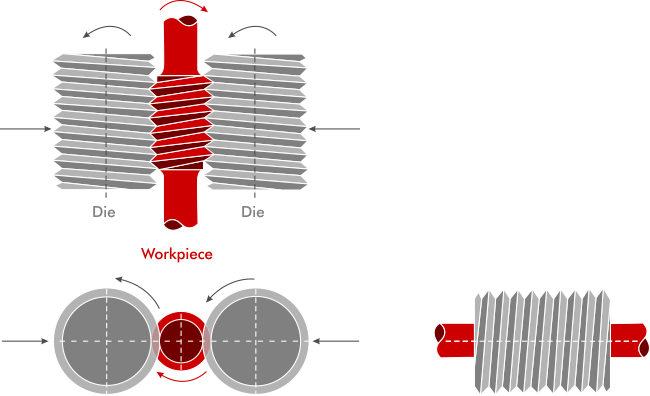
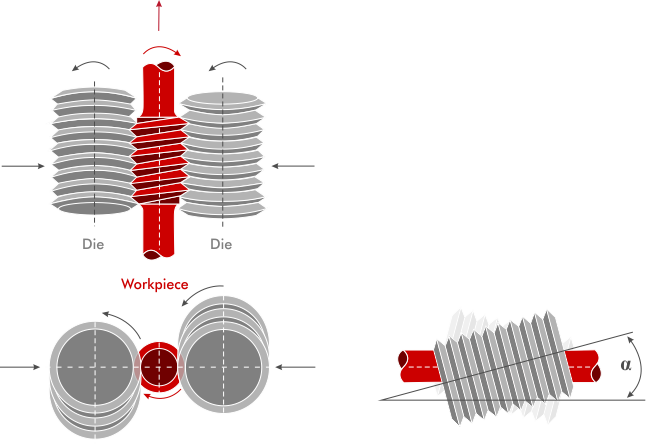
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。
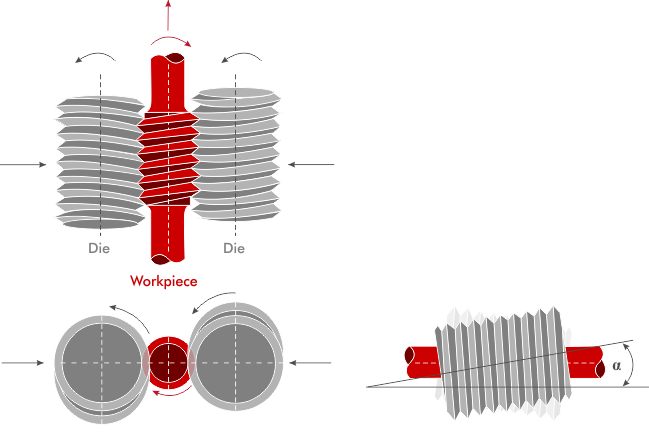
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。


