Extrucore LumenAirTM Precision air source for micro-tubing extrusion LA-1 LA-2
微型管材挤出的精密气源 稳压气源 精密挤出气源 微管挤出专用精密供气系统

微型管挤出问题排查:常见问题与解决方案
为了制造用于医疗、科研等特殊用途的高质量微型管材,微型管挤出这一精密过程需要对温度、压力和其他变量进行严格控制。即使操作再细致,挤出过程中仍可能出现问题,导致产量下降、成本增加和产品质量下降。本文将介绍几种常见的微型管挤出问题及其解决方法。
管径不稳定
微型管挤出过程中常见的问题之一是管径不一致,可能由多种因素引起,如材料粘度变化、模具磨损、校准不当或挤出线对准错误。解决此问题需要找出根本原因并采取相应措施,比如调整挤出机速度、清洗或更换模具、重新校准生产线,以及确保设备正确对准。
表面质量差
模具积料、材料污染或过高的摩擦力等多种因素都可能导致管材表面质量不佳。要改善表面光洁度,关键是找出根本原因并采取相应措施,例如更换材料或润滑剂、清洗或更换模具,或调整挤出机的速度或温度。
椭圆度异常
管材出现明显的椭圆形变称为椭圆度过高,这会在后续装配或加工中引发问题。模具磨损、模具设计不合理或冷却不均匀都可能导致此问题。应检查模具是否磨损或损坏,确认模具设计是否合理,并确保冷却过程均匀,以控制椭圆度异常。
壁厚不均或过薄
壁厚不足是常见问题,可能会影响微型管的功能和性能。材料粘度变化、模具磨损、校准错误或温度波动都可能是诱因。要解决这一问题,需找出根本原因并采取措施,如重新校准生产线、更换模具、调整挤出速度或维持稳定的温度控制。
内部气泡或空洞
在挤出过程中,可能会出现内部空洞或气泡,进而影响管材的质量和性能。材料流动不畅、真空或压力不足、冷却不充分等都可能是成因。为解决此问题,应检查挤出设置、调整真空或压力条件,或优化冷却工艺。
微型管材的高质量挤出是一项挑战性极高的工艺,需要高度关注细节和良好的问题解决能力。通过识别并解决诸如管径不稳定、表面粗糙、椭圆度异常、壁厚不均以及内部气泡等常见问题,制造商能够提升产量、降低成本,并向客户提供更优质的产品。
2021年更新版本
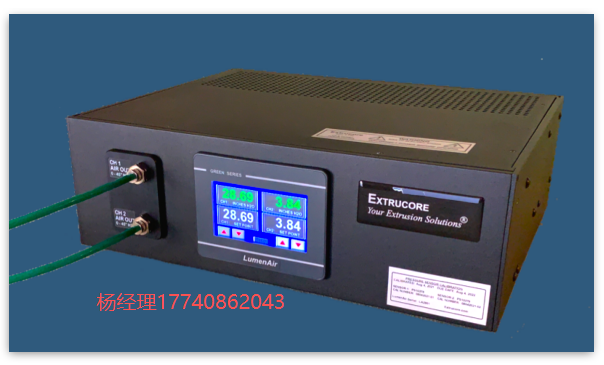
LumenAir系列精密气流系统是为挤出模头提供稳定高精度气流的行业标准。该系统提供一个或两个独立控制的气流输出通道。每个气流通道均由独立设定值控制,该设定值可通过触摸屏输入,或通过连接自挤出控制系统的标准外部控制接口远程设置。
安装非常简便,只需将设备插入标准电源插座。LumenAir系统配备精密内部气泵,无需外接空气压缩机。每个通道的气压由独立的微处理器精确控制。这些模块化设备便于移动,可在不同挤出生产线上灵活使用。可选的壁挂式安装方式便于将设备安装在视线高度,也可选配带锁定轮子的移动支架,以组合多个LumenAir单元,满足挤出线所需的任意数量气流通道配置。
产品特点:
• 一或两个独立气流通道
• 每通道气压范围:0–45.00 英寸水柱
• 气压分辨率:0.01 英寸水柱
• 每通道最大气流量:10 升/分钟(LPM)
• 内置高精度气泵可独立运行 — 无需外接空气压缩机
• 4.3 英寸全彩触摸屏
• 支持 0–10V 模拟信号的外部设定值控制
• 支持数字输入的外部设定值微调
• 支持通过 Modbus RS485 数据端口进行外部控制
• 模块化压力传感器可拆卸送校
• 尺寸:16.6 英寸(宽)× 13 英寸(深)× 5.25 英寸(高)
• 重量:18 磅(约8.2公斤)
• 电源输入:100–240V AC,50–60Hz,单相,最大 2 A