
大多数 CO2 激光系统都使用透镜将光束的所有功率聚焦到一个非常小的光斑上。切割、焊接和热处理通常需要高功率密度,而功率密度是光斑尺寸的强函数。(光斑直径减小50%,功率密度提高200%。此外,许多工作需要较窄的切口宽度和热影响区,而这只能通过紧密聚焦的光束来实现。
影响 CO2 激光透镜性能的设计变量包括:焦距、直径、形状、材料和涂层。

焦距
焦距会影响光斑大小和景深。一般来说,较短的焦距会产生更小的聚焦点和较短的景深。通常,指定的焦距是所需光斑尺寸、穿透深度和工件间隙之间的折衷方案。
镜片直径
更高功率的激光器需要更大直径的透镜来防止热过载。在任何给定的焦距下,如果入射光束扩大以填充较大的镜头,则较大直径的透镜将产生较小的聚焦点。
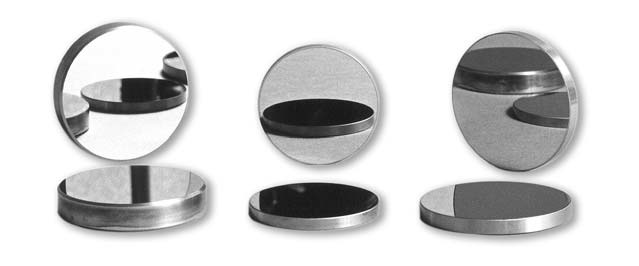
透镜形状
平凸透镜是最简单和最便宜的透镜形状。它用于焊接等应用,平凸透镜的平面面应朝向工件,凸面应朝向激光器。半月板透镜的一面是凹曲线,另一面是凸曲线。在相对较短的焦距下,半月板透镜将产生比平凸透镜更小的聚焦点。半月板透镜应以凹曲线朝向工件。
透镜材料
硒化锌平凸透镜
硒化锌 (ZnSe) 在常见的 CO2 传输材料中具有最低的吸收率,因此是高功率应用的首选材料。它也是唯一能透射可见光的材料,这是使用氦氖对准激光器的要求。
砷化镓平凸透镜
砷化镓 (GaAs) 是环境较差或高飞溅环境的首选材料。它具有相对较高的硬度,有助于排斥碎屑颗粒。它还具有高导热性,有助于将热量从嵌入的颗粒中传递出去。
ZnSe透镜
当使用高压辅助气体来提高激光切割速度时,必须使用超厚的透镜来防止透镜变形或断裂。ZnSe是用于超厚透镜的优选衬底材料,因为大多数需要高压辅助气体的应用也需要高激光功率。
激光CO2透镜主要特点
高功率
高密度
切口宽度较窄
聚焦点较小
低成本
高导热性
激光CO2透镜主要应用
高压辅助气体的应用
切割
焊接
热处理