
SPIRIG 微火焰焊接系统 LA2050 高速焊接系统 微焰式焊头纯度氢气氧气发生器气体过滤器糊剂软钎焊合金银焊接电极温度数据采集器探头温度计
LA2050®高速压接接线台式站 LA2050®是一种极其灵活、适应性极强的Spirflame®高速焊接系统,适用于各种压接筒和线径组合的压接线组件。
1至20 mm2的电线尺寸确实可以通过简单调整夹具轨道来适应。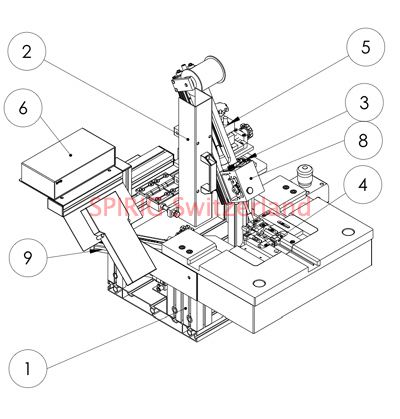 (1) 支撑氧化铝型材结构
(2) Spirflame®热源的热扩散器,由水2H1O制成的人工气体
(3) 焊丝进给器的X-Y-Z调节轨道
(4) 夹具套可以在其氧化铝基板上以90°的步幅转动
(5) 焊丝进给器的气动线性上下驱动
(6) 所有HiSpeed焊接时间、送丝速度和送丝长度的数字控制
(8) 焊丝进给器
(9) 气动驱动,将“spirflame®热源”垂直向上移动到压接筒中,并从压接筒底部的“腹部”加热。
灵活性和适应性纯
LA2050非常灵活,适应性很强。
在几分钟内,LA2050可以很容易地适应更小或更大尺寸的线材直径。
可应要求提供详细图像,网址为LA2050@spirig.com
(a) 压接/电线组合的夹具可以通过一组轨道/止动器固定螺钉轻松适应压接/导线结构可能发生变化的所有尺寸。特殊的压接头可能需要一些机械调整,如可应要求提供的详细图像所示。
(b) 焊丝进给头由步进电机驱动。送丝头/送丝嘴的位置可通过手动/机械x-y-z驱动器调节。
(c) 火焰输送头由气动驱动。火焰喷嘴的位置可通过手动/机械x-y-z驱动器调节。
通过(a/b/c)设置几何/机械参数。
下一个需要的改变是选择由(T1)加热持续时间和既定火焰功率(火焰喷嘴尺寸和火焰气体压力)定义的Spirflame®加热能量。
焊料送丝参数(延迟T2、送丝速度和送丝长度)也必须键入手持端子。这些数据被传输到数字火焰控制箱(6)中。
需要送丝延迟T2来允许零件达到焊料熔化温度。只有这样,焊丝才能被送入加热部件,焊丝才会因部件中已经“等待”的热量而熔化。100%避免了正确管理的冷焊点。
存储通过实验发现和建立的参数集。一旦这些参数被定义并针对某种类型的<压接+电线>组合进行了测试,那么这些建立的参数将是有效的、可重复的,并且只要零件力学不改变,就会“永远”工作。
(1) 支撑氧化铝型材结构
(2) Spirflame®热源的热扩散器,由水2H1O制成的人工气体
(3) 焊丝进给器的X-Y-Z调节轨道
(4) 夹具套可以在其氧化铝基板上以90°的步幅转动
(5) 焊丝进给器的气动线性上下驱动
(6) 所有HiSpeed焊接时间、送丝速度和送丝长度的数字控制
(8) 焊丝进给器
(9) 气动驱动,将“spirflame®热源”垂直向上移动到压接筒中,并从压接筒底部的“腹部”加热。
灵活性和适应性纯
LA2050非常灵活,适应性很强。
在几分钟内,LA2050可以很容易地适应更小或更大尺寸的线材直径。
可应要求提供详细图像,网址为LA2050@spirig.com
(a) 压接/电线组合的夹具可以通过一组轨道/止动器固定螺钉轻松适应压接/导线结构可能发生变化的所有尺寸。特殊的压接头可能需要一些机械调整,如可应要求提供的详细图像所示。
(b) 焊丝进给头由步进电机驱动。送丝头/送丝嘴的位置可通过手动/机械x-y-z驱动器调节。
(c) 火焰输送头由气动驱动。火焰喷嘴的位置可通过手动/机械x-y-z驱动器调节。
通过(a/b/c)设置几何/机械参数。
下一个需要的改变是选择由(T1)加热持续时间和既定火焰功率(火焰喷嘴尺寸和火焰气体压力)定义的Spirflame®加热能量。
焊料送丝参数(延迟T2、送丝速度和送丝长度)也必须键入手持端子。这些数据被传输到数字火焰控制箱(6)中。
需要送丝延迟T2来允许零件达到焊料熔化温度。只有这样,焊丝才能被送入加热部件,焊丝才会因部件中已经“等待”的热量而熔化。100%避免了正确管理的冷焊点。
存储通过实验发现和建立的参数集。一旦这些参数被定义并针对某种类型的<压接+电线>组合进行了测试,那么这些建立的参数将是有效的、可重复的,并且只要零件力学不改变,就会“永远”工作。
询价采购SPIRIG 微火焰焊接系统 LA2050 高速焊接系统 微焰式焊头纯度氢气氧气发生器气体过滤器糊剂软钎焊合金银焊接电极温度数据采集器探头温度计
请用微信扫描下方二维码或手动添加微信号2351992198



