
复合材料热压成型用Carver层压机、Carver 4386热压机、Carver 4386
聚合物基复合材料成型
预热预压:树脂融化,除去挥发份,树脂浸渍玻璃布,逐步固话至凝胶态(板柸流胶,但不能拉丝时,预压结束)
热压:施加最高压力并保温2~7min/mm
冷却脱模:
通冷却水并保持,t<50摄氏度,除去压力,取出板材
成型压力:压力大小、加压次数、加压时机
成型温度:
(1)预热阶段(最高温度为凝胶温度)
(2)中间保温阶段(初步固化)
(3)升温阶段(最高温度为固化温度)
(4)加压保温阶段(充分固化)
(5)冷却阶段(t<50摄氏度)
成型时间(预压、热压、冷却时间之和)
因素:树脂固化速度,层压板厚度,压制温度
参数
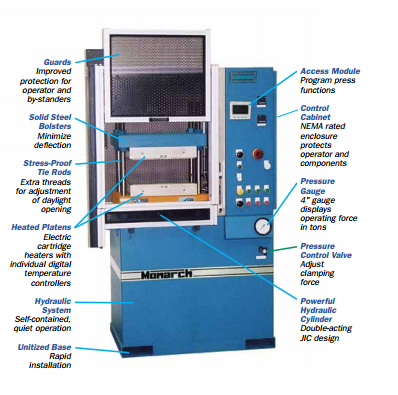
手动操作
夹紧力12吨
采光口0“–15”(出厂设置为5”)
行程5-1/8“
两(2)个全螺纹柱
加热板组件,包括:
两(2)个6“x 6”电热钢板
每个台板700瓦
温度范围高达650华氏度
每个台板一(1)个数字温度控制器
0-24000 lb模拟压力表,读数以200 lb为增量(也提供数字压力表)
115/1电源电压FLA 12.18(可根据要求选择230V;型号4386.4010)
浅灰色安全罩
深灰色框架
电气断开(无保险丝)