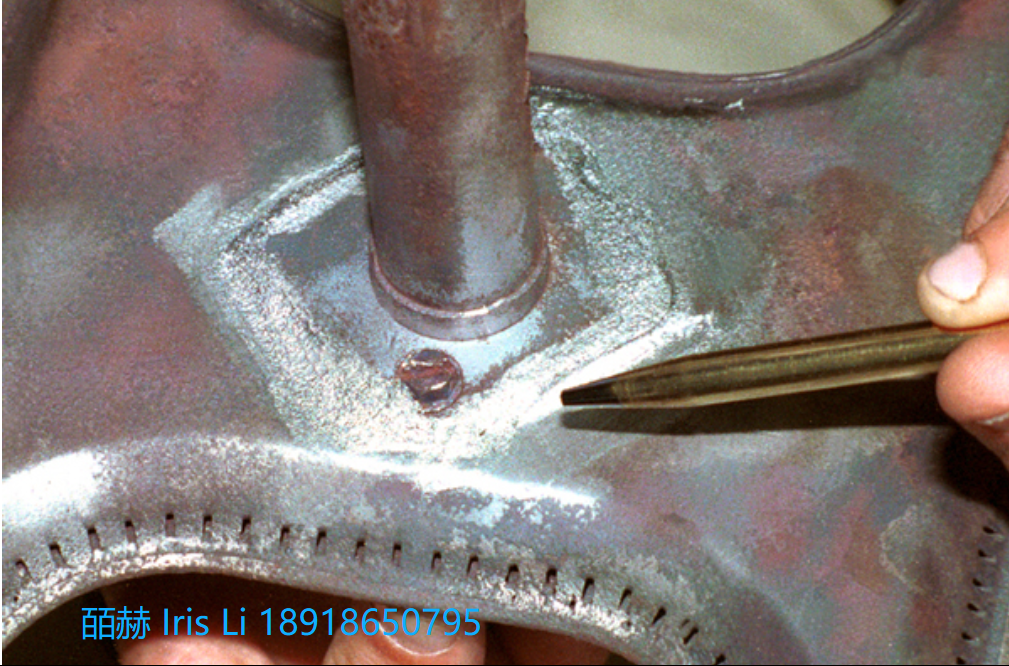
Pyro-Putty® 高温膏 用于密封接缝和修复铸铝、铸铁、钢及不锈钢的缺陷。
该产品采用最先进的有机及无机-陶瓷技术配制,能够耐受超过 2000 ºF(约1093 ºC) 的高温。
Pyro-Putty® 的应用范围广泛,通常见于以下行业:
陶瓷-金属填充无机膏 (Ceramic-Metallic Filled Inorganic Pastes)
Pyro-Putty® 653
陶瓷和不锈钢填充,一组分、水性膏体
适用于垂直表面厚度 ≤ ½ 英寸
修复铸铁、钢及不锈钢部件,耐温至 2000 ºF(约1093 ºC)
Pyro-Putty® 1000
陶瓷和铝填充,两组分、水性体系
适用于垂直表面厚度 ≤ ½ 英寸
修复铝部件缺陷,耐温至 1400 ºF(约760 ºC)
Pyro-Putty® 2400
陶瓷和不锈钢填充,一组分、水性膏体
适用于厚度 ≤ ⅜ 英寸
修复铸铁、钢及不锈钢部件,耐温至 2000 ºF(约1093 ºC)
陶瓷填充有机树脂膏 (Ceramic-Filled Resinous Pastes)
Pyro-Putty® 950
陶瓷纤维填充,有机树脂垫片密封膏
用于高温接缝密封,耐温 950 ºF(约510 ºC),耐压 750 psi
固化后形成坚韧、柔韧、耐化学腐蚀的材料
Pyro-Putty® 1500
陶瓷纤维填充,有机树脂垫片密封膏
用于锅炉门及熔融金属系统密封
使用方便,可轻松涂覆与移除,耐温至 2300 ºF(约1260 ºC)
典型应用
尾燃器 (Afterburners)
锅炉 (Boilers)
铸件 (Castings)
排气烟囱 (Exhaust Stacks)
集管 / 排管 (Headers)
焚化炉 (Incinerators)
集流管 / 歧管 (Manifolds)
模具与冲模 (Molds and Dies)
换热器 (Heat Exchangers)
典型应用 (Typical Applications)
涡轮机 (Turbines)
锅炉 (Boilers)
换热器 (Heat Exchangers)
压缩机 (Compressors)
泵 (Pumps)
鼓风机 (Blowers)
管道系统 (Piping)
风管系统 (Ducting)
炉子 (Furnaces)
烤箱 (Ovens)
蒸汽阀门 (Steam Valves)
铸造模具 (Foundry Molds)
类型 产品编号 填料 颜色 温度上限 ºF (ºC) 比重 g/cc 粘度 cP 组分数 混合比例 (粉:液) 空气固化时间 (小时) 热固化条件 ºF/小时 保质期 (月) 储存温度 ºF 包装形式 陶瓷-金属填充无机浆料 653 不锈钢 金属灰 2000 (1093) 1.90 浆料 1 NA 2–4 200 / 3–4 6 40–90 品脱、夸脱、加仑、5加仑 陶瓷-金属填充无机浆料 1000 铝 浅灰 1400 (760) 1.80 浆料 2 2:1 2–4 160 / 1–2 6 40–90 品脱、夸脱、加仑、5加仑 陶瓷-金属填充无机浆料 2400 不锈钢 金属灰 2000 (1093) 1.50 浆料 1 NA 5–7 200 / 2–4 6 40–90 品脱、夸脱、加仑、5加仑 陶瓷填充树脂浆料 950 陶瓷纤维 银灰 950 (510) 1.09 浆料 1 NA NA 400 / 1 或 225 / 6 6 40–90 11盎司管 陶瓷填充树脂浆料 1500 陶瓷纤维 灰棕 2300 (1260) 1.27 浆料 1 NA 1–2 200 / 1 6 40–90 11盎司管、品脱、夸脱、加仑、5加仑 应用操作步骤 (Application Procedures)
1. 表面准备 (Surface Preparation)
所有表面必须清洁无油、无污垢、无腐蚀物及其他杂质。
多孔金属铸件应高温烘烤以去除嵌入油脂。
光滑金属表面应进行粗粒喷砂,达到 SP-10 近白度喷砂(最小轮廓 0.001”),以获得最佳附着效果。
2. 混合 (Mixing)
使用前彻底搅拌至均匀一致。
粘度可通过加入 5–10% 适用稀释剂(按重量)降低,稀释剂可通过在产品编号后加 “-T” 订购(例如 653-T)。
Pyro-Putty® 1000 的混合比例:粉末 2.0 份 : 液体 1.0–1.5 份(重量比),制得厚糊状。
混合后会轻微放气,建议仅混合实际应用所需量。
混合物应在室温下放置塑料容器(容积约为混合物 2 倍)中放气 24 小时。使用前重新搅拌。
注意:在密闭容器中混合物 24 小时内不会硬化;接触空气后才开始硬化。
3. 涂覆 (Application)
可使用抹刀、刮刀或枪式胶枪涂覆。
对于截面厚度超过 1/8”–1/4” 的部位,应分多次涂覆以避免起泡。
所有产品的截面厚度不应超过 1/2”–3/4”,Pyro-Putty® 2400 最大为 3/8”。
4. 固化 (Curing)
以下为固化指导,根据应用尺寸可调整固化时间。
Pyro-Putty® 653
室温空气干燥 2 小时,厚截面可达 4 小时。
热固化:200 ºF,3 小时。
多次涂覆:每次涂层空气干燥 1–2 小时,最后涂层热固化 200 ºF,3–4 小时。
Pyro-Putty® 950
可在设备工作温度下直接固化。
若需预固化:无压热固化,400 ºF,30–60 分钟,或 225 ºF,4–6 小时。
Pyro-Putty® 1000
截面小于 1/8” 可直接空气干燥 2–4 小时,无需热固化。
截面大于 1/8” 推荐热固化:空气干燥 2–4 小时后,160 ºF,热固化 1–2 小时。
固化后可打磨,以获得暗铝色表面。
Pyro-Putty® 1500
可在设备运行温度下直接原位固化。
可通过加热至 200 °F(约 93 °C)部分固化,形成类似皮革的质地。
在更高温度下会硬化成膨胀闭孔结构(expanded closed-cell matrix)。
Pyro-Putty® 2400
室温空气干燥 最少 5–7 小时,厚截面需更久。
若使用温度超过 400 °F(约 204 °C),不需热固化。
若使用温度低于 400 °F,则需热固化 200 °F(约 93 °C)2–4 小时。
储存 (Storage)
未开封容器在室温下 保质期 6 个月。
开封后应盖紧防止蒸发,可在盖子与容器之间放置塑料薄膜以防漏气。
可定期将容器倒置,以减少沉降。
储存温度应在 40–90 °F(约 4–32 °C)。
安全 (Safety)
使用前请仔细阅读 安全数据表(SDS)。
避免长时间皮肤接触,可能引起刺激。
未固化材料可用温和肥皂和水清洗皮肤。
若材料接触眼睛,应立即用水或中和溶液连续冲洗,并立即就医。