为何采用感应加热进行铝钎焊?
感应钎焊铝材解决了火焰钎焊和炉式钎焊的痛点:无需依赖熟练操作工、降低能源成本、减少设备占用空间,同时通过精益制造工艺生产更高质量的部件。
我们能提供帮助吗?
感应钎焊铝材的优势
通过小范围精准局部加热,满足严格生产公差,实现毫米级精度
更快的加热周期,提升生产效率
稳定可靠的热量控制,降低缺陷率
消除不同操作人员及班次间的差异性
保持各金属材料的冶金特性
铝钎焊应用指南
从我们39年客户技术支持积累的铝钎焊资料库中选取阅读,了解我们如何助力解决工艺加热难题!
图示:铝组件钎焊
采用EASYHEAT 6 kW电源可在157秒内达到目标温度,加热过程形成牢固优质的焊缝。

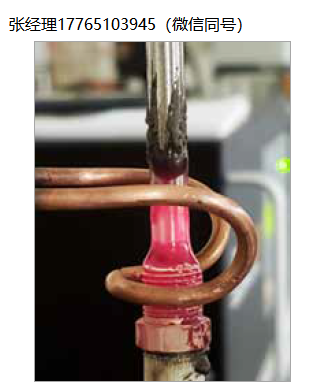
图示:铝管组件钎焊
定制设计的单工位多匝平面线圈为此应用提供所需加热。通过初步测试优化装配体的能量传递。

图示:铝转接头与铝管钎焊
为提升产量,推荐使用多工位线圈,在55秒周期内同时加热多个工件,保证焊缝质量稳定——这是火焰钎焊难以实现的。

图示:越野车空调系统管路与接头钎焊
客户原使用烘炉加热导致整体工件退火引发问题。感应技术仅加热钎焊区域,从根本上解决了这一难题。

图示:铝制自行车组件钎焊
在此应用中,感应加热相比火焰钎焊结果更稳定可控,同时将客户加热时间缩短一半。

图示:铝制空调歧管钎焊
精准可控的加热:客户需要比火焰钎焊更精确、可重复的加热方案,感应技术完美实现了这一目标。

图示:铝管与铝蒸发器芯钎焊
客户原采用火焰工艺导致连接处薄边烧损报废。改用感应加热后,废品率显著下降,产品质量与生产效率同步提升。

图示:铝电缆接线柱组件钎焊
采用五匝螺旋线圈进行钎焊。组件装配后放入线圈,通电后使用钎焊条在25-30秒内完成两部分焊接。