什么是感应退火?
感应退火是一种热处理工艺,通过精确的电磁场将导电材料(如黄铜或铜)加热并保持在其再结晶温度以上,从而降低材料硬度并提升可加工性。
感应加热通过在工件线圈中产生电磁场,使放置在线圈内部或附近的导电工件内部产生感应电流。这些电流产生的摩擦热使待退火工件温度升高。
我们能提供帮助吗?
感应退火优势
仅加热工件目标区域,通过快速加热周期提高生产效率
稳定可靠的热量控制降低缺陷率,确保零件间一致性
保持金属材料的冶金特性
退火应用指南
从我们39年客户技术支持积累的退火资料库中选取阅读,了解我们如何助力解决工艺加热难题!
Ambrell感应退火、Ambrell EASYHEAT 0112、Ambrell Easyheat 0224、Ambrell感应加热器、Ambrell感应加热电源、Ambrell感应加热系统、美国Ambrell感应加热器、Ambrell高频感应加热器、Ambrell高频感应电源

图示:不锈钢医用丝退火
感应系统交付后,客户现场可能仍需根据特定夹具/操作技术进行工艺开发调试。
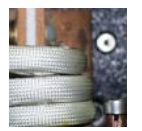
图示:不锈钢编织带退火
根据样品不同,加热仅需2-5秒即满足客户要求。
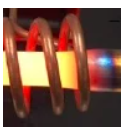
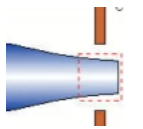
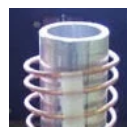
图示:铜管退火
采用特殊设计的多匝螺旋线圈为不同规格铜管提供所需热量。
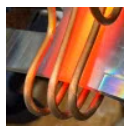
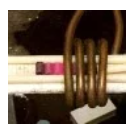
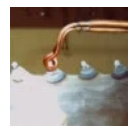
图示:焊缝退火(钢组件)
对钢组件焊缝区域进行针对性加热处理。
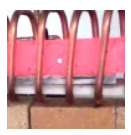
图示:不锈钢管加热
定制单工位多匝螺旋线圈为此应用生成所需热量。

图示:弹簧应力消除退火
测试成功,加热时间15秒。原使用烘炉的客户有意转向感应加热。
图示:金属板退火
客户希望改进明火/火焰加热过慢的问题,采用感应加热金属板。
图示:弯管用钢件加热
客户寻求用快速、可控、可重复的工艺升级切割工具火焰钎焊流程。
图示:磁性钢带退火
定制单工位多匝螺旋线圈实现精准加热,通过初步测试优化能量传递。

图示:铜线连接器退火
为不同尺寸电气压接端子退火。客户借助实验室专业能力验证符合时间、质量与预算要求的工艺。
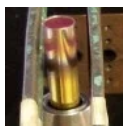
图示:惰性气氛下钢管退火
感应退火在惰性环境中将钢管加热至2000°F(1093°C),双匝聚焦线圈精准控温,避免氧化。

图示:感应焊缝退火
客户构建集成感应加热的系统,满足速度要求且占地小,每次结果高度一致。

图示:铜管/异形管退火
感应退火每次结果一致,理想适用于此类大批量生产,解决原有氧化问题导致的抛光工序。

图示:不锈钢手柄退火
客户要求无氧化退火不锈钢管。感应加热数秒即可将不同几何形状铜管加热至目标温度,适合大批量生产。
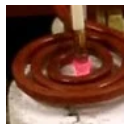
图示:黄铜弹药壳退火
替代低效传统退火方式,感应退火确保每个弹壳质量稳定,减少批量处理常见的变异与损伤。
图示:不锈钢管退火
感应加热3秒内达到目标温度,比原燃气烘炉节省一半时间,更节能省空间。

图示:不锈钢管退火
替代低效烘炉工艺,30秒完成加热,定制单工位多匝螺旋线圈实现精准控温。
图示:铜线连接器(压接)退火
通过聚焦线圈实现多尺寸零件退火,实验室专业支持为客户新工艺开发提供宝贵经验。

图示:医用钢线退火
3秒内达到目标温度,免费实验室测试+高效工艺设计+自动化合作,助力客户提升终端产品控制力。
图示:不锈钢牙冠退火
大批量加工硬化不锈钢牙冠需精确可控加热。感应技术在惰性环境中加热避免氧化,符合医疗器械要求。

图示:黄铜/青铜扶手管退火
采用十二匝螺旋线圈加热管端8×3英寸(20.3×7.6厘米)区域,四根管子分别需要不同的加热周期与时间。
图示:锌丝退火(气枪弹成型前)
十四匝线圈加热100毫米锌丝,放置5秒达到成型所需状态。

图示:液压马达轴机加工前退火
三匝螺旋线圈对钢轴退火,轴端置入线圈加热20秒至1350°F(732°C)呈红热状态。
图示:铝油箱加注口弯管退火
八匝螺旋线圈加热铝管,全长退火后趁热弯曲防止开裂。
图示:锯条硬质合金刀头退火
分裂式四匝螺旋线圈使锯条均匀通过,每个刀头加热5秒退火影响区。

图示:铜丝连续退火
十二匝螺旋线圈内置陶瓷管隔离铜丝,以每分钟15米速度连续退火。
图示:低温杜瓦瓶口退火
双匝螺旋线圈加热瓶口2分钟,完成指定区域退火。
图示:不锈钢管椭圆切口退火
直径4英寸(101.6毫米)管采用单匝线圈,小直径管采用双匝线圈进行切口区域退火。
图示:编织钢丝网端部退火
感应加热1.52米长钢丝网端部76.2毫米区域,为折弯准备提供高效、节能、无需操作技能的流程。
图示:制冷铜管双端退火
感应加热精准作用于两端38.1毫米区域,实现快速软化退火同时保持相邻区域硬度。
图示:黄铜电气触点压接退火
单匝发夹线圈加热触点至1000°F,实现无需操作技能、精准一致的退火效果。
图示:钢轴应力消除退火
无火焰感应加热使原批处理炉工艺实现在线化,节省时间与能源,无需旋转零件。
图示:螺栓杆退火
三匝螺旋线圈处理不同尺寸螺栓,大螺栓加热10-12秒,小螺栓18-20秒,确保精准重复性。
图示:锁紧螺母退火
三匝线圈5秒内加热至2150°F,快速精准的加热周期理想适用于在线生产。
图示:金属冲头端部退火
感应加热冲头端部形成蘑菇头而非开裂,双螺旋线圈处理两种尺寸零件,仅需调整加热时间。
图示:不锈钢面包锯条退火
三匝螺旋线圈定制设计,提升锯条质量、减少废品并易于集成现有产线。
图示:钨棒退火
多匝退火线圈适配不同直径棒材,静态测试后通过动态测试验证结果。
图示:钛紧固件带状退火
棒端退火系统覆盖400kHz-2kHz频段,可集成取放机器人实现局部无火焰加热。
图示:钎焊丝退火
四组并联线圈配石英衬管,以每分钟8.2米速度加热至650°F,减少表面氧化且结果稳定。
图示:螺纹环规块选择性退火
将螺纹环规两个区域从Rc59-61均匀退火至Rc45,实现自动化、提效并消除火焰加热应力裂纹。
图示:锯片均匀硬度处理
感应退火以每分钟60英寸速度将钢锯片回调至目标洛氏硬度,十五个齿面检测平均硬度50.3Rc达标。