目标
对磁性钢件进行加热,用于成型加工。客户此前一直使用火焰加热方式完成该应用。
最终产品
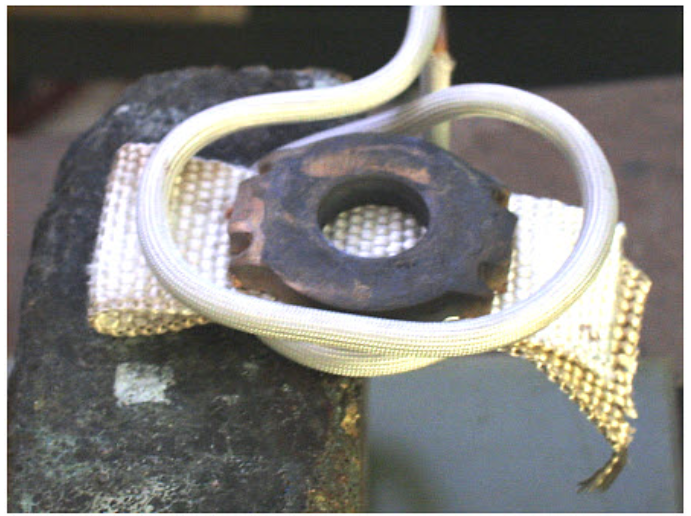
磁性钢部件
设备
材料
磁性钢部件
温度
1700°F(927°C)
频率
125 kHz
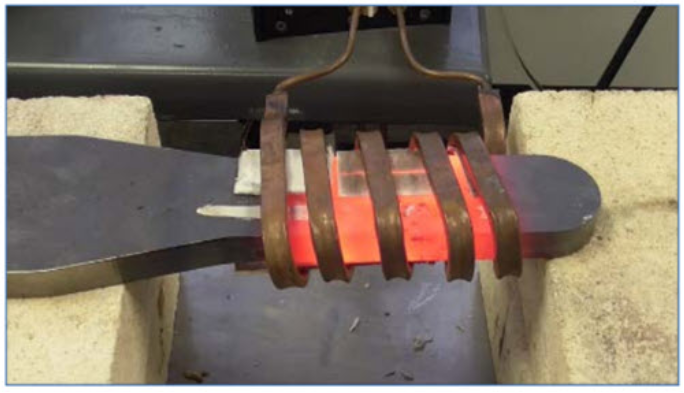
测试过程
在工件表面涂覆温度指示漆,以便直观判断其是否达到目标温度,随后启动感应电源。在 10 kW 功率下,工件达到 1700°F(927°C)约需三分钟;在 15 kW 功率下,该贯穿居里点的加热应用耗时两分二十秒。
优点
速度:感应加热使工件达到成型温度的速度比火焰加热更快
精准且可重复的加热:感应加热能够针对每个工件上需要加热的特定区域进行精准加热
安全性:明火加热存在安全隐患,而感应加热则相对安全