目标
在锻造工艺前,对切削工具进行加热。
最终产品
切削工具
设备
材料
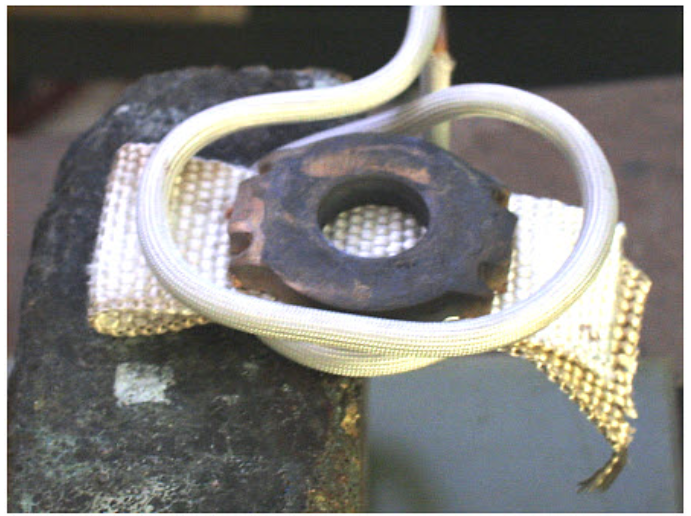
磁性钢部件(切削工具)
温度
2150°F(1177°C)
频率
68 kHz
测试过程
采用红外高温计对工件在加热周期中的温度进行监测。共测试两种工件:刀刃加热至所需温度需 5.5 秒,剪刀加热至所需温度需 6 秒。该工艺对客户而言属于全新流程。
优点
速度:客户设定的目标为剪刀 6–7 秒、刀刃 5–6 秒,本工艺成功达成
精准且可重复的加热:感应加热能够对每个工件上需要加热的特定区域进行精准加热,这是相较于其他加热方法的显著优势
实验室专业能力:应用工程师能够设计出完全满足客户需求的解决方案