目标
将钛紧固件加热至 1100–1450°F(593–788°C),以完成退火工艺。
最终产品
钛合金紧固件
设备
材料
钛合金紧固件,直径 0.163–0.375 英寸(4.14–9.52 mm),长度 0.5–3.0 英寸(12.7–76.2 mm),加热区域高度为 0.06 英寸(1.5 mm)
温度
1100–1450°F(593–788°C)
频率
145 kHz
测试过程
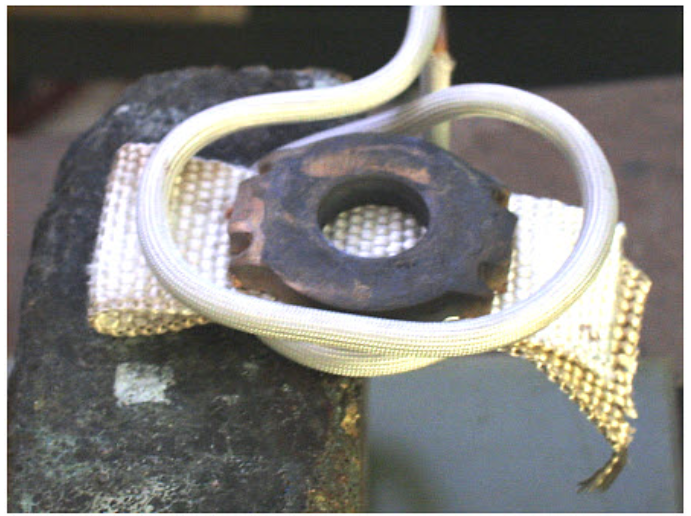
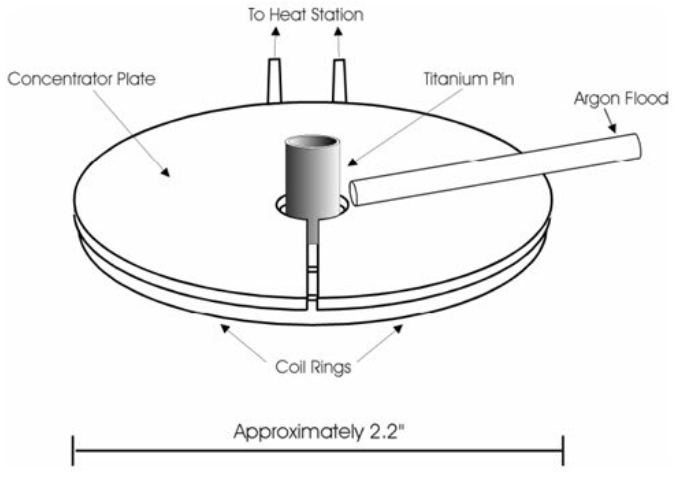
采用三匝紧凑型饼式线圈对紧固件进行加热,加热时间为 0.2 秒。该工艺采用自动化流程,通过碗式送料轨道及机器人将零件送入线圈,同时在加热过程中注入氩气以防止工件氧化。零件的加工速度达到每分钟 1000 个。
在 10 秒内可达到 1800°F(982°C),每个零件的生产节拍为 5 至 10 秒。上述结果采用 39 匝螺旋式工作线圈实现,线圈内径为 1.5 英寸,总长度为 11.5 英寸。
优点
感应加热具有以下优势:
可轻松与拾取-放置机器人集成
无火焰工艺,安全性高
热量局限于特定加热区域