
Profiroll精密三辊滚丝机螺纹和型材滚轧机
静态和动态非常坚硬的铸铁c型框架
最容易接近开放的工作区域
以便插入和提取零件在转换过程中最容易接近
轧制力从50kN到1000kN 进给和过进给轧制
一个为操作员需求而创建的驱动和控制系统
Profiroll精密三辊滚丝机螺纹和型材滚轧机: 3-PR 15e PRS 3-PR 40 CNC/AC 3-PR 60e
•三滑块设计
•多轴数控/交流控制
•图形操作界面
•过程可视化图形
•过程数据管理
•操作员引导系统

Profiroll螺纹和型材滚轧机工艺
使用两(2)个滚模的工艺,工件通常放置在支撑叶片上。至少一个(1)滚动滑块具有进料运动以执行成形过程。同时,模具与工件接触同步旋转,而轮廓将成形。
轧制力参数:
硬度-越高,力越大
变形-越大,力越大
接触面积-越大,力越大
圆模进给滚压
进给螺纹轧制基于一个参数:工件引线=轧制模引线。这导致了零件和模具的同步旋转运动。不发生轴向运动。所需的轧制力由螺纹直径和长度决定。
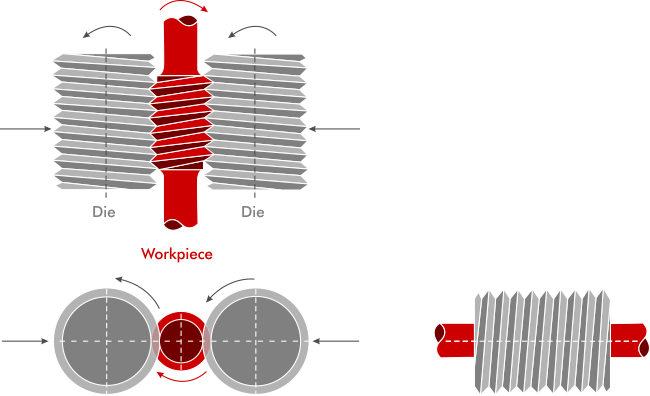
进给轧制工艺的最大优点是速度快。没有比这更快的制造线程的方法了,尤其是大尺寸的线程。
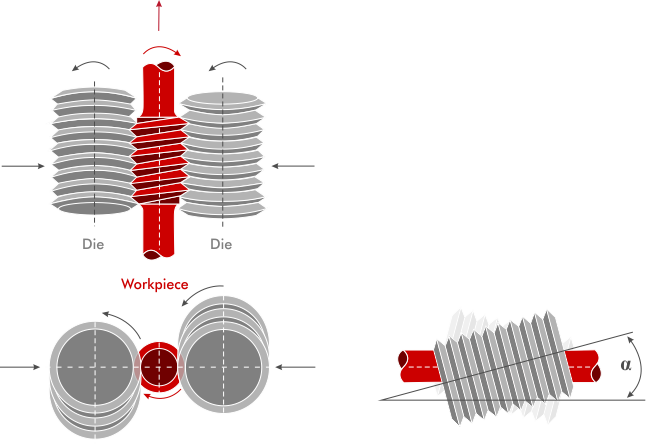
带槽模的进给轧制
当工件轮廓大于最大轮廓时,通常采用通进螺纹轧制。滚模宽度。
直通模具有3个不同的区域:导入,校准区域和引出。图中没有任何铅的凹槽模具。导角是由模具旋转引起的。
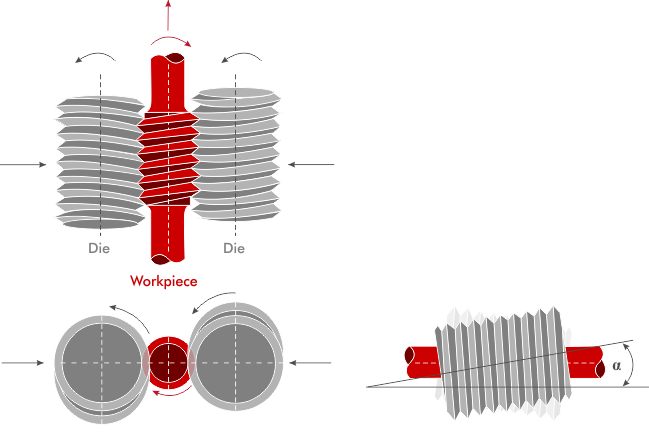
采用铅修正模具的全进给轧制
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。
铅修正模具不同于槽型模具。他们的侧写里有条线索。此外,这些模具是旋转的。模具的超前角与回转角之和=工件的超前角。
询价采购Profiroll精密三辊滚丝机螺纹和型材滚轧机
请用微信扫描下方二维码或手动添加微信号2351992198



